您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 保定华月胶带公司阻燃带车间作业指导书
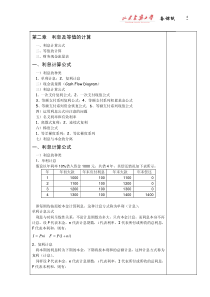
保定华月胶带公司阻燃带车间作业指导书编制:批准:日期:概述:PVC整芯阻燃输送带由整体带芯,PVC浸渍糊和塑料覆盖层三部分组成。产品具有强度高、运量大、阻燃、搞静电、抗冲击、耐撕裂等性能。该产品适用天倾角16。,煤矿井上、井下运输。生产工艺流程图原材料带芯接头配料研磨干燥、除尘搅拌制糊输送输送面糊贮糊罐芯糊贮糊罐输送浸渍槽真空浸渍、涂刮一次塑化面糊涂刮卷取冷却压花三次塑化二次塑化包装标识入库一、接头接头即生产过程中前一带芯的尾部与后一带芯的头部连接在一起,以便连续生产。为保证生产和使用过程中带芯接头不拉断带芯纬线不拉斜,成品带不跑偏,接头时应按下列规定施行。1、把前一带芯尾部20cm和后一带芯头部的20cm纬线全部抽出。2、以20根线为一组进行打结、打结次数不少于两次,打结时一定要打实、打牢,结线长度要一致。3、带芯接头时,前一带芯和后一带芯的宽度差不能超过20cm.例500cm宽的带芯只能接出50mm宽的带芯而不能接80mm的带长。4、前后两条带长的中心线要对准一致。5、带芯接头时不要跨级连接,即四级接五级,五级接六级。二、带芯的浸渍为保证带芯的浸渍率,生产时应按不列规定执行。1、生产线的牵引速度应符合表A中的规定。2、真空泵的真空度应不低于0.08Mpa。3、带芯进入浸渍槽必须保持松驰状态即零张力状态。三、塑化温度与牵引速度。为保证成品带的塑化程度、塑化温度和车速应按表A执行型号塑化温度车速1箱2箱3箱680S200±5195±5190±5320-350r/mm800S200±5195±5190±5300-320r/mm1000S200±5195±5190±5280-300r/mm表A注:此塑化温度为显示仪所显示温度干燥箱温度一律控制在110±5℃四、燃带的宽度极限偏差(表B)公积宽度800≥800极限偏差±7带宽的±%注:在生产过程中操作工可根据带宽的情况适当调整车速,以便达到标准宽度,但调整的范围必须符合表A中的规定。五、阻燃带的厚度1、阻燃带的总体厚度不做严格要求,但必须保持每一订单中同型号带的厚度一致的原则,且每条带左右两侧厚度偏差不允许超过0.2mm。2、阻燃带上下表面履盖层塑料的厚度均不能小于0.8mm。六、阻燃带的拉断强度及拉断伸长率应符合表C的规定表C型号拉断径度N/mm拉断伸长率≥,%纵向横向纵向横向680S6802651518800S8002801000S1000300配料工序配料工序是整芯阻燃输送带的重要工序,糊料质量的好坏直接影响成品带的质量。一、原材料的使用规定1、严禁使用不合格的原材料,质量保证期过期的原材料2、严禁使用受潮变质的原材料3、先使用丰放时间消长的原材料。二、分散液的研磨。为利于糊料更好地浸入带芯,碳黑、二盐、三盐等需与二辛脂混合均匀后进行研磨。碳黑混合液中碳黑与二辛脂的比例为1:4二盐、三盐混合液中二盐、三盐与二辛脂的比例为1:3.为使混合液的细度达到二要求应研磨三次。三、材料的称量。1、保证原材料的称量准确性,当所称量的原材料重量记号于5kg时使用5kg的案称称量,大于5kg时使用500kg的案称称量。2、称量所使用的料盘、料桶必须保持干净、干燥。3、投放原材料时一定要把袋内、盘内、桶内的原材料投放干净。四、材料的投放顺序为使糊料搅拌的均匀、投放原材料应先投放比重小的氯化石蜡、二辛脂、磷酸脂、炭黑混合液然后加入二盐、三盐、氢氧化铝等粉剂,最后加入PVC树脂、PVC树酯要一袋一袋的加入、等上一袋充分被落入液体中然后加入下一袋。五、料的粘度每一罐糊的糊的粘度都要进行测量、且测量的结果应符合下表的规定温度(室温℃)0-15℃15-30℃芯糊粘度mpas2500-35001500-2500面糊粘度mpas8000-100006000-8000六、糊料的搅拌速度和时间糊料的搅拌速度为900r/mm搅拌时间夏季为1小时冬季为1.5小时。司炉工序些工序为燃烧炉体加热导热油然后循环,使之达生产工艺所需温度。a)使用煤种为无烟块煤、块煤的真经参照《导热油炉使用说明书》b)添加煤时应选择出油口温度最高、风机刚停止工作的时间c)出口油温度设定为320℃回油口温度设定为300℃d)当升高或降低温度时由车间主任或技术员通知司炉工不得私自升温或降温。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 vooivoow
vooivoow
本文标题:保定华月胶带公司阻燃带车间作业指导书
链接地址:https://www.777doc.com/doc-1379696 .html