您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 3集中皮带巷带式输送机安装施工技术资料
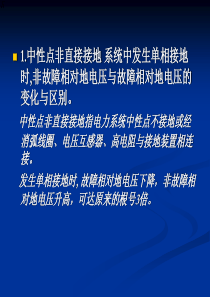
施工组织设计(方案)报审表工程名称:集中皮带大巷带式输送机安装编号:致:山西省煤炭建设监理有限公司(监理单位)我方已根据施工合同的有关规定完成了集中皮带大巷带式输送机安装工程施工组织设计(方案)的编制,并经我单位上级技术负责人审查批准,请予以审查。附:集中皮带大巷带式输送机安装施工组织设计施工单位(章):______________________项目经理:______________________日期:______________________专业监理工程师审查意见:该施工组织设计合理、可行,审批手续齐全,拟同意施工单位按施工组织设计施工,请总监理工程师审定。专业监理工程师:______________________日期:______________________总监理工程师审核意见:同意施工单位按该施工组织设计施工。项目监理机构(章):______________________总监理工程师:______________________日期:______________________施工组织设计(方案)审批表编号:工程名称集中皮带大巷带式输送机安装所在系统提升系统建设单位施工单位编制部门编制人审核部门审核人审批部门审批人报审时间审批时间审批意见:审批部门(公章):日期:年月日施工进度计划报审表工程名称:集中皮带大巷带式输送机安装编号:致:(监理单位):现报上2011年9月5日至2011年10月25日集中皮带大巷带式输送机安装工程施工进度计划,请予以审查和批准。附件:□√施工进度计划1份施工单位(全称及盖章):____________________项目经理(签字):____________________日期:____________________监理部意见:□同意。□修改后报,理由附后。□重新编制,理由附后。专业监理工程师(签名):日期:年月日总监理工程师(签名):监理部(全称及盖章):日期:年月日建设单位项目经理部意见:□同意。□修改后报,理由附后。□重新编制,理由附后。项目管理工程师(签名):日期:年月日建设单位负责人/项目经理(签名):建设单位/项目经理部(全称及盖章):日期:年月日**煤业有限公司集中皮带大巷带式输送机安装工程施工进度表序号工作内容施工进度施工日期工期12345678910111213施工图纸会审记录编号:工程名称集中皮带大巷带式输送机安装日期共页会审地点专业名称第页序号提出问题会审结果参加会审人员施工单位:监理单位:设计单位:建设单位:会审单位建设单位监理单位设计单位施工单位项目负责人:年月日总监理工程师:年月日专业设计负责人:年月日专业技术负责人:年月日技术安全交底记录及设计交底记录年月日单位工程集中皮带大巷带式输送机安装主持交底单位分部工程垫铁基础螺栓及二次灌浆单位负责人技术安全交底记录及设计交底记录垫铁安装:相邻两垫铁组间距在500㎜~1000㎜;平垫铁、斜垫铁露出设备底座外缘的长度,平垫铁控制在10~30㎜,误差在±5㎜;斜垫铁控制在10~50㎜,误差在±5㎜;地脚螺栓:地脚螺栓在拧紧后,露扣2~4扣,然后将地脚螺栓孔内灌满干沙;在地脚螺栓两侧放置。平垫铁应露出底架、底座10~30mm,斜垫铁应露出10~50mm,以利于调整。基础表面已剁成麻面,放置垫铁部位,垫铁与基础面接触良好,并在灌浆前用水冲洗干净。参加人员签字:技术安全交底记录及设计交底记录年月日单位工程集中皮带大巷带式输送机安装主持交底单位分部工程皮带机机安装单位负责人集中皮带大巷带式输送机安装技术交底记录(1)、通廊吊装:安装时用经纬仪找好中心线,为方便安装,应采用从低到高的吊装顺序,对通廊牛腿进行必要的修正,以保证通廊面的水平度,吊装好两段通廊时,应拉线校核两段通廊倾斜度是否一致,吊装的最后还应拉线检查整段通廊是否倾斜度一致,接头部位是否齐平。最后检查焊缝和螺栓连接质量。(2)、皮带机支腿及中间架:在安装前用经纬仪找好中心线,再根据中心线位置引出各支腿的桩点位置,如有预埋铁,应根据预埋铁的位置进行适当的调整以便于安装,各支腿应焊接在通廊钢构的H型钢承重横梁上,A108皮带机图纸所示有错误,安装时可跳过一格而将下一个桩点定于H型钢上。(3)、配重装置:通廊安装好后,配重口的位置随即而定,安装配重装置时应保证两力柱间的平行度,同时应保证其垂直度,配重装置装好后,考虑到安全性应立即安装防护栏杆。(4)、头架、尾架及驱动装置架:首先校验安装基础的标高,找好中心线,并注意头、尾架的轴线偏差不大于±1.5。安装时还应注意垫铁的设置,应根据规范要求,将垫铁设于主要承重位置,每个连接螺栓两旁应放置一对垫铁,斜垫铁要成对设置,垫铁的数量不超过5块,放置垫铁时要把较薄的垫铁放在较厚的的中间。调整结束后还应将垫铁焊牢,螺栓收紧。(5)、滚筒及托辊:滚筒及托辊安装时应检查其轴承部位转动情况,如有转动不灵活的应及时修理或调换。传动滚筒及改向滚筒在调试时还需要调整位置,其螺栓的拧紧力矩为终拧力矩的75~80%。参加人员签字:技术安全交底记录及设计交底记录年月日单位工程集中皮带大巷带式输送机安装主持交底单位分部工程皮带机安装单位负责人集中皮带大巷带式输送机安装技术交底记录(6)、机组安装:机组安装应符合《机械设备安装工程施工及验收通用规范》(GB50231-98)及相关国家规范的要求。其机组中心线偏差为0.02mm,联轴器的径向误差为0.05mm,端面跳动值为0.02mm,半联轴器间的间隙为3~5mm。还应保证机组的水平度和垫铁的使用符合规范要求。(7)、拉皮带:由专业人士负责。(8)、加油、调试:加油时做好加油记录,减速器添加40#机械油或齿轮油,加油数量为到指示位置即可;皮带机各轴承座位置添加黄油(锂基润滑脂)。调试时应在皮带机头、尾及中间位置分别设置人员,工作人员要注意皮带机运转是否正常,若遇故障或严重跑偏应立即停止运转;试运转时应先采取点动,当电动正常时再连动调试。皮带机跑偏后工作人员应根据经验对相关的部位进行调节,在多次调节后保证皮带机的运转正常。工作人员还应当使用对讲机或口哨保持联系,要时刻注意机器及人员(自身和他人)的安全,严禁违章操作。调试时检查电机、减速机及各轴承位置的温度情况,用听诊器检查减速机的噪音并做好调试记录。参加人员签字:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 ncniwei
ncniwei
本文标题:3集中皮带巷带式输送机安装施工技术资料
链接地址:https://www.777doc.com/doc-162086 .html