您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 4附件4-4:钢管拱施工技术
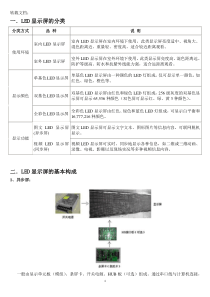
分报告之四钢管拱施工技术目录1.工程概况……………………………………………………………………12.钢管拱制作验收……………………………………………………………22.1.技术准备…………………………………………………………………22.2.钢管拱制作工艺流程……………………………………………………32.3.拱肋制作…………………………………………………………………32.4.钢管拱制作机械设备……………………………………………………52.5.钢管拱预拼………………………………………………………………62.6.钢管拱防锈及喷漆………………………………………………………73.支架法安装钢管拱…………………………………………………………83.1.吊装方案的选择…………………………………………………………83.2.支架拼装及检验…………………………………………………………83.3.钢管拱吊装………………………………………………………………93.4.拱肋合拢…………………………………………………………………133.5.拱节焊接…………………………………………………………………143.6.表面涂装…………………………………………………………………153.7.钢管拱安装检验项目及标准……………………………………………154.钢管拱内砼顶升……………………………………………………………174.1.顶升砼性能要求…………………………………………………………174.2.配合比的设计……………………………………………………………174.3.顶升砼地泵选择…………………………………………………………174.4.灌浆口设置………………………………………………………………184.5.出气口及排浆管设置……………………………………………………184.6.施工工艺及质量控制要点………………………………………………195.吊杆安装张拉………………………………………………………………205.1.工艺流程…………………………………………………………………205.2.施工准备…………………………………………………………………205.3.吊杆索安装………………………………………………………………205.4.吊杆索张拉………………………………………………………………215.5.配套附件的安装…………………………………………………………236.结语…………………………………………………………………………2311.工程概况京津城际轨道交通工程跨四环系杆拱连续梁拱肋的轴线呈抛物线形,其理论方程为:y=2/3x-1/192x2,拱肋轴线跨度128m,拱顶距桥面标高18.333m。钢管拱共由八部分组成,即1、上拱管,2、下拱管,3、拱肋腹板,4、横撑,5、斜撑,6、拱脚,7、砼灌注系统,8、吊杆。拱肋由两根截面为Φ1000mm钢拱管,用腹板连接而成,钢管为上下位置,其截面呈竖哑铃形状,两拱管轴线距离2000mm。两榀拱肋由7根横撑联接,拱肋两端第一、二根横撑用两根斜撑与拱肋相联。图1钢管拱立面图每榀拱肋分成1、2、3、4、5,1ˊ、2ˊ、3ˊ、4ˊ5ˊ及合拢段计11个节段,安装时对接焊接。拱肋拱脚与连续梁0#块固联,每榀拱肋设18根吊杆,共计36根吊杆,分别由上下锚箱与拱肋、桥面系联接。上下钢管及腹板内部均有隔板及钢筋。拱肋内填充C50微膨胀混凝土,要求2在钢管拱安装完,拆除支架后顶升砼,顶升顺序为先下弦钢管,后上弦钢管,最后腹板,横撑及K撑内不顶升砼。吊杆采用OVMPES(FD)7-109,抗拉强度标准为1670MPa,钢丝按GB5223标准执行,钢丝公称面积41.95cm2,每米钢丝重32.9kg,索体外径97mm。采用双层热挤聚乙烯护层,外套不锈钢护筒。锚具采用LZM7-109冷铸镦头锚,上下均设万向铰装置。上锚箱沿拱肋纵向在拱下方设有防水檐钢板。下锚箱上下设防护罩,内部采用聚胺脂发泡处理防腐。2.钢管拱制作验收2.1技术准备2.1.1施工图绘制拱肋的设计图纸只有转化为施工图纸,才能指导施工。按施工要求,设计拱肋结构总图、拱肋节段图、拱肋筒节展开图;腹板分段图、腹板内部结构图;橫撑结构图、橫撑钢管零件图;斜撑结构图、斜撑AB钢管零件图;拱脚结构图、拱脚零件图;砼灌注系统图、零件图;吊杆结构图、零件图,并报请设计部门审批。2.1.2工艺文件制定根据设计文件、规范、技术要求、施工图等编制“筒节制造工艺规程”、“拱管节段组对工艺规程”、“拱管焊接通用工艺规程”、“拱管预拼装工艺规程”等九个工艺流程图;编制CNC-CG4000C自动下料程序,橫撑、斜撑相贯线切割程序等一系列技术文件,用来指导、控制制造过程。2.1.3工艺装备设计与制造在确定了工艺流程后,本着保证质量、安全可靠、缩短工期、降低成本的原则,设计制造筒节钢板坡口加工装备、筒节卷圆压边胎、拱管内加劲箍卷圆装备、拱管对接平台、拱肋节段组焊平台、拱肋预拼装平台、拱肋安装支架、拱肋合拢装置等主要工艺装备。设计步骤为:设计—评审—验证—确认。2.1.4焊接工艺评定焊接试验室根据设计图纸和JGJ81-2002标准规定,针对钢管拱接头的连接型式进行焊接工艺评定。本工程需要进行焊接工艺评定的接头形式为:板厚16mm,Q345qD圆管对接接头埋弧自动焊、手工电弧焊的焊接工艺评定;板厚16mm,3Q345qD平板对接接头CO2气体保护焊、腹板与上下拱管填脚焊缝接头手工电弧焊焊接工艺评定。焊接试验包括焊接试板、焊接材料、焊接方法、坡口形式。检验内容包括:外观质量、超声波探伤、X射线照相。根据上述试验内容编写“焊接工艺评定报告”,确定焊接工艺参数。2.2钢管拱制作工艺流程施工准备阶段:施工方案设计——图纸深化设计——钢拱肋制造单元划分——焊接工艺评定——材料采购——材料进厂验收制造阶段:拱节下料——拱节卷制——拱节分段对接——纵、环焊缝焊接——焊缝无损检测——组装焊接加劲肋——拱节分段表面喷砂除锈——表面底漆、中间漆和第一道面漆涂刷——按制作单元组对拱段装配腹板——拱段环焊缝和腹板焊接——焊缝无损检测——拱段成品检验待拼装本桥拱肋由292个筒节组成,筒节材质Q345qD,板厚16mm。2.3拱肋制作2.3.1材料控制原材料、焊接材料进厂前材料合格证、材质证明书、理化检验报告的审核;钢材进厂时的外观检查;钢材复检应在监理见证下取样,送交到有资质的检测单位做理化检验;钢材入库时,应填写记录卡,按品种规格进行堆码;钢材发放应依据“领料单”。2.3.2下料1)钢板表面预处理。钢板在下料切割前进行表面预处理,清除表面的轧制氧化皮及浮锈,并在平板机上调平。2)审图。施工图下达车间后通过专业人员审核消除设计中的差错。审图人员从设计总配置图开始,逐个图号、部位核对,找清安装或装配关系,再核对外形几何尺寸及各部件能否相互衔接;核对零件数量、单重、总重;审图时要计算出主要构件用料幅面,及时反馈给供应部门,以便在采购中按建议幅面采购,减少不必要的拼接;审图时发现的问题要及时向设计部门请示修改。3)号料。拱肋构件下料采用CNC-CG4000C数控气切割机和GZ100AI半自动气切割机下料,按施工图和工艺文件采用实尺放样和数控放样两种方法,放出实际4线性,检查对照无误制成样板并在钢板上排料,计算割口量、组对间隙、焊接收缩量与加工余量,制出排版图。4)切割。一般气割采用氧-乙炔焰、氧-丙烷焰、氧-甲烷焰。气割工应持证上岗;切割前确定自动、半自动气切割机使用火焰的工艺参数;对号料工号料尺寸进行复核。切割时要采取工艺措施防止切割变形。气割面质量要求:表面割纹深度3级,平面度2级,上边缘熔化2级。5)卷筒及复圆。利用Z542卷板机和压边胎卷制拱肋筒节,用样板检查控制圆度,成型后点焊定位。MZ1000自动焊焊完纵缝后,再到Z542卷板机上复圆。筒节几何精度要求:直径允许偏差±d/500,不大于±5mm;管口圆度d/500,不大于±5mm。6)拱管节段组对。在平台上按抛物线方程:y=2/3x-1/192x2和给定的预拱度数值画拱管节段放大样图,并设置定位、推撑装置。按拱管单元节下料编号组对拱管节段,使之与大样相符,管口对接错边量t/10,且小于3mm。定位焊后,在埋弧自动焊机上焊对接环缝。再将加劲箍N3和N3,,焊在拱管内。7)拱肋节段组对。在平台上划拱肋节段大样图,并设置定位、推撑装置,使拱管节段与大样图相符,嵌入上腹板点焊定位,手工电弧焊焊接填角焊缝。并用临时拉撑将两拱管固定,翻身后嵌入另一块腹板定位并焊接。再将加劲拉板N4焊在腹板之间。8)横撑、斜撑制造。横撑是长轴2米、短轴1米的扁圆体,采用划线卷板的方法制圆,对接焊缝留在直段处,并使两筒节对接时焊缝距离大于200mm;横撑制造按设计图制成两个短节,一个长节;短节与拱肋相贯面用样板划线、气割而成。并在预拼装确定位置划线后焊接到拱肋上。斜撑卷圆焊接后利用相贯线切割机切制。5图2数控切割下料2.4.钢管拱制作机械设备2.4.1钢管拱制作施工机械序号设备名称规格型号技术参数数量1数控气切割机CNC-CG4000C2.0KW12半自动气切割机GZ100AI0.24KW23剪板机Q11-13*250013*250014卷板机Z54220*250025平板机16弯管机WG27-1087.5KW17坡口铣边机XB40007.5KW18埋弧自动焊机MZ(D)100029龙门焊机LHA1850*40003.0KW110CO2保护焊机YD350KR216.2KW411直流电焊机12交流电焊机BX1-50030.5KW613车床CW61407.5KW214铣床X627.5KW215钻床Z5080A9.75KW216钻床8357.5KW117龙门刨床B2012Q18牛头刨床B66519铲车CPQ-35T220抛丸除锈机121喷砂除锈设备162.4.2钢管拱检测仪器及技术状态2.5钢管拱预拼1)横拼拱肋横拼在厂内进行,用混凝土浇筑一个150m×35m的地坪,其不平度≤10mm。地坪上划出拱肋的大样图和拱肋下弦线,并划各拱肋节段对接线;将拱肋各节段依次放到大样图上,调整后使拱形与大样相符,且管口对接偏差t/10且≤3mm,对接间隙10mm;经复测满足设计要求后焊接安装时用的临时连接法兰;利用全站仪、钢卷尺测量吊杆中心线位置,并在下弦线上设坐标原点、吊杆中心桩,利用全站仪远红外线光斑分层确定锚箱吊带位置,划线气割;利用全站仪测量出横撑位置划线打样冲孔。预拼装解体后,在拱肋节段一端镶入焊接衬板,并切制拱肋节段两头焊接坡口,尺寸为a=300,P=0-2mm。图3厂内横拼序号检验仪器名称规格型号数量技术状态备注1X射线探伤仪XX25052一级2超声波探伤仪CTX-264±2dB3框式水平仪34带免棱镜站仪TCR4021精度1/20000005经纬仪ZH17-11精度±3m/Km6水准仪DZS3-117测厚仪CA-108磁力探伤仪DA-400S72)竖拼拱肋竖拼是为了进一步验证拱肋现场安装工艺方法,模拟现场实际安装情况进行。竖拼时设置临时拱脚,并将临时支架按设计相对标高进行拼装,根据现场所使用的拱肋安装方法进行竖拼装。图4厂内竖拼2.6钢管拱防锈及喷漆1)表面喷砂处理喷砂处理所用的磨料应清洁干燥,未受潮、无油物和粉尘。喷砂作业,基体表面温度应高于露点温度,湿度不大于85%,防止喷砂后基体表面受潮。否则,应进行除湿处理。选用的空压机,应配备相应的油水分离器,保证压缩空气清洁。喷砂处理后,基体表面清洁7.1.4喷砂角度应控制在60°~75°之间,避免垂直喷射,防止砂粒嵌入基体表面,净化处理时应小于30°。程度应达到Sa2.5级。2)表面涂装本工程外表面涂装体系为:底漆:环氧富锌防锈漆2道40μm/道中间漆:灰云铁环氧中间漆2道30μm/道面漆:旭氟龙氟碳涂料面漆2道30μm/道8表面涂装各层油漆优先采用喷涂方法进行,局部修补采用刷涂。第一道中间漆与最后一道底漆之间和第一道面漆与最后一道中间漆之间的间隔时间为24~168小时。最后一道面漆待安装完成后再涂刷
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 liupy223
liupy223
本文标题:4附件4-4:钢管拱施工技术
链接地址:https://www.777doc.com/doc-162296 .html