您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 半干法脱硫塔施工工法
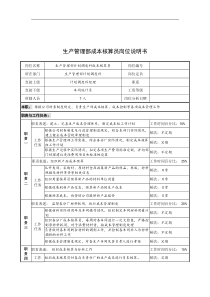
火电厂烟气半干法脱硫塔施工工法火电厂烟气半干法脱硫塔施工工法1、前言:近年来,国家加强对环保的监督检查力度,将环保工程作为“十一五”的重点项目;在大政策前提下,针对火电厂烟气脱硫的处理工艺如“雨后春笋”般脱引而出,有:湿法、干法、半干法、氨法……,我公司施工的半干法脱硫塔,以其施工工期短、脱硫效率高、脱硫介质简单、整体体积小、用于脱硫塔的附属设施少等特点在火电厂脱硫行业取得了骄人的战绩,极大的减少了烟气SO2的含量,净化了空气、近而改善了人居条件。我公司根据半干法脱硫塔的特点,本脱硫塔总重260吨,其中钢柱支撑约70吨、椎体筒体约90吨、顶部塔约50吨、分布器及烟道约50吨形成了大型结构较复杂部件在车间制作完成现场吊装;在15.00米高度上焊接施工平台进行筒体倒装;顶部塔、下锥体、梯子平台等在地面加工完成现场吊装;一套行之有效的施工方案。2、工法特点:2.1、施工工期短本工艺施工有效工期仅为两个月天,就可全部完成,较湿法、氨法极大的缩短了工期。2.2、先制作再吊装针对该脱硫塔底部是钢结构支撑且高度较高(xx米)各部件大多都安装在钢结构支撑以上的特点,高度舍弃了传统的搭设脚手架在较高操作面上制作方法,在地面先进行制作再进行吊装,即保证了各部件的制作精度,也提高了工作效率,减少高空作业的频率也在一定程度上保证了安全。2.3、脱硫介质简单本工艺采用石灰浆作脱硫剂,原料资源丰富,易于存放、且无毒无味无挥发性。2.4、运行费用低由于本工艺脱硫原料只需石灰浆,只使用高速电机等用电机械,无需采购其他的化学原料,运行费用低。2.5、整体体积小尽管该塔的分布器等部件结构较复杂、制作精度较高、但该工艺不像氨法等工艺需建设诸如氨储区、水池、蒸发、硫铵提取等其他附属设施,占地面积小。2.6、吸收塔体钢板薄筒体及锥体钢板为δ=8mm的碳钢板,外采用140*90的角铁加强,避免了整体采用厚板节省了材料。2.7、脱硫效率高石灰浆通过高速电机经由雾化器头喷出,喷出后呈雾状与烟气充分接触且良好反应,经自查和上级环保部门测试,本工艺脱硫率达95%以上。3、适用范围:本工法适用于火电厂烟气半干法脱硫塔施工以及类似带较高刚结构支撑的非标制作安装工程,特别是适用于施工现场场地较狭小的场所。4、工艺原理:该脱硫塔运行工艺脱硫反应原理为化学反应方程式:CaOH+SO2=CaSO3。本工法针对施工现场狭小并结合公司车间情况,制定出分布器、钢柱等在公司车间内制作,制成成品后再运输到现场进行组对安装,而下锥体、上锥体、塔壳及顶部塔等在现场进行制作与安装。既可以减少现场的使用面积各工段同时进行施工,也可以节省机械费用,还可以利用车间平整的地面保证精度较高部件的准确度。大型部件在地面装成后,利用现场的大型吊车进行吊装,不仅减少了施工人员的登高作业的时间还保证了施工质量同时也缩短了工期。5、工艺流程及操作要点:5.1、5.2、操作要点:5.2.1、钢柱制作:根据施工工艺要求,需先制作钢柱,该部分依GB50205-2001《钢结构工程施工及验收规范》进行制造、安装。且所用材料按设计要求、国家相应标准购买,做到批号与质量证明书一致。单柱高度为14、920米,施工中,需要拼接H钢。拼接时,钢柱接头处用直流500型气碳棒开坡口,腹板及侧板中间用菱形连接板加强;柱顶及柱底板及其肋板焊接时要在柱底及顶处用小料加固,防止焊接变形,钢柱所有焊接处采用二氧化碳气体保护焊,本方法能大大提高现场安装的生产进度,确保按时完成。制作完毕后除锈喷漆后在柱底板上作好标记,便于现场安装。钢柱制作的同时进行分布器的下料,先将导流板等需要折板、打眼的部件下料制作,将各锥体的料下好后,进行卷板组对:卷板前,将每张钢板角方找正,检验好的钢板两长边平行度偏差≤2mm,两短边(纵向)垂直度偏差≤1,对角线相对偏差≤2mm。根据钢板尺寸,选择合理的下料方法(如下图),避免材料损耗量过大。拼板时,为了保证焊接质量,焊口按规范开坡口。开坡口要符合设计要求,通常保留1-1.5mm钝边。卷制过程中,用≥0.7mm铁皮制作出弧形样板进行检验,壁板在卷板机上卷制,板长边始终保持与辊的轴线相互垂直。卷制大曲率弧板,用车间行车配合,防止卷制的弧形回直或变形,运吊过程中同样要注意。在车间内利用场地平整,机械使用方便的特点将B2500分布器焊接成成品;因B4000分布器与进出口烟道体积较大,将B4000分布器与进出口烟道的各个部件根据图纸标示或现场需要分段制作,到现场再组对成品。现场部分:5.2.3、钢柱安装基础核验:依据技术协议中的要求,进行基础验收:标高偏差不得大于20mm,水平偏差不大于±10mm,径向偏差为±50mm。验收合格后,进行下道工序的施工。钢柱安装:吊装前首先确定构件吊点位置,确定绑扎方法,吊装时做好防护措施。钢柱起吊后,当柱脚距地脚螺栓顶约30-40CM时扶正,使柱脚的安装孔对准螺栓,缓慢落钩就位。经过初校待垂直偏差在20MM内,拧紧螺栓,临时固定即可脱钩。钢柱校正:钢柱垂直度校正用经纬仪检验,当有偏差时采用千斤顶进行校正,标高校正用千斤顶将底座少许抬高,然后增减垫板厚度,柱脚校正无误后立即紧固地脚螺栓。5.2.4、塔壳体部分:5.2.4-1、钢柱安装完毕后立即进行下锥体的分段(分三段)吊装组对工作,采用现场的630A型履带吊车吊装,按先下部小锥到顶部大锥的次序吊装,吊装完毕后,先将大锥与钢柱连接完成,再将锥体进行组对、焊接与防腐工作。5.2.4-2、锥体焊接完成后进行进出烟烟道与B2500分布器的吊装焊接工作5.2.4-3、上部筒体的制作及现场安装:(1)本部分采用现场下料在施工平台上制作安装,为了保证质量及进行,采用倒装法,外设起吊装置方式施工。(2)依照支撑柱顶高搭设施工操作平台,平台采用14#槽钢及δ=6板料制作,支撑要牢固,必须保证平台的水平尺寸,以免围板拼接时出现接缝,壁板上下节出现错口或不垂直现象。(3)焊接起吊架,选用Φ273*10无缝管作为立柱,共8根,每根高4米,立柱底板焊在支撑柱H钢上,下设筋板支撑,立柱垂直安装好后,将各吊架之间在顶部连接为一个整体,利用斜拉撑加强。(4)通过计算,壳体垂直段与塔顶(含附件)的总重量约为65.24吨。为了安全起吊,在每处起吊架上挂一台起重量为10T的手拉葫芦(额定起重量是实际重量的1.23倍),用于提升筒体。(5)围板时,应注意上下相邻两层板的立口错开500mm以上,结束后先焊纵缝,为了避免焊接应力产生变形,通常立口最底部向上留出150mm的不焊,只点焊。(6)第一段完成后,将顶部的锥体安装完毕后,再安装下一段,并及时作好煤油渗漏及除锈、防腐等工作,依次类推。(7)焊接,采用直流500气碳棒开坡口,二氧化碳气体保护焊,本方法能大大提高现场安装的生产进度,确保按时完成。5.2.4-4、型钢加固:塔顶板,锥顶板及锥底、筒体部分,均设有角钢加固圈,加工方法,将两根角钢对焊成槽钢状,形成的槽内均匀间隔30mm,焊接上连接板,在卷板机上卷制,制作过程中要放样后再卷,成形后,割开后焊接在设计位置,筒体加固随筒体倒装施工同步进行。5.2.4-5、B4000分布器吊装:待筒体施工且加固完毕后,进行B4000分布器的吊装工作,因安装高度在26.6m以上,且该分布器体积大、重量大,分布器总重约40吨,其中蜗壳直径近13米,蜗壳分为4块分别进行吊装,现场采用630A型履带吊车吊装,并用25吨吊车调整方向。5.2.5、塔顶棚:塔顶结构制作安装:5.2.5-1、钢结构制作依图纸设计要求进行。顶部塔钢架制作完约50吨,安装高度在26.60m以上。根据现场实际情况特制定在地面将顶部塔钢架制作完毕后进行整体吊装的施工方案。5.2.5-2、预先制作立柱、焊接连接板及横、斜撑下料,下料完毕后制作时将顶部塔钢架平均分为两部分,便于整体吊装,连接焊缝要全部焊透。焊接完成检验后,除锈、刷漆。5.2.2-3、利用630A型履带吊车分别吊装已成型的钢架,经纬仪测试,确保垂直度符合设计要求。并将两部分钢架连为一体。钢结构框架制作完毕,安装行车梁、电动葫芦。吊装过程中,要注意天气变化,3、5级风以上的天气中,停止高空吊装作业。5.2.5-4、在保证安全的前提下,进行附属部分的制安。全部项目安装完毕后将钢结构外表面重新作防腐一遍。6、施工材料与设备6.1、材料表:材料表表1序号名称材质规格单位数量1钢板Q235-Bδ=6mm吨65.902钢板Q235-Bδ=8mm吨103.203钢板Q235-Bδ=10mm吨2.254钢板Q235-Bδ=16mm吨12.035钢板Q235-Bδ=20mm吨4.086钢板Q235-Bδ=22mm吨8.1247钢板Q235-Bδ=24mm吨7.128钢板Q235-Bδ=30mm吨6.039角钢Q235-BL140*90*12吨16.5210角钢Q235-BL75*6吨3.8111角钢Q235-BL50*4吨1.5012角钢Q235-BL160*100*14吨1.4013钢管Φ273*14吨2.3214钢管Φ219*6吨13.0015钢管Φ108*4.5吨0.2016钢管Φ42.3*3.5吨3.2017扁铁30*4吨0.1518扁铁100*2吨0.1019花纹板Q235-Bδ=4mm吨4.9620彩钢板δ=4mm平方1780.0021槽钢Q235-A[16a吨4.7622槽钢Q235-A[14a吨1.2023槽钢Q235-A[10a吨2.8024H型钢Q235-AH428*407*20*35吨34.0025工字钢I32#吨1.5926工字钢I20#吨3.5227工字钢I16#吨0.7928工字钢I45#吨1.3529H型钢Q235-AH175*175吨12.4430H型钢Q235-AH200*200吨12.436.2、机具、设备、检测仪器表2序号名称单位数量用途1、CO2保护焊机台3钢柱等钢结构焊接2、交直流两用焊机台12钢板等焊接3、焊条烘干箱台24、焊条保温筒个25、台式钻床台1分布器部件打孔6、切割机台1圆钢及钢管等切割7、水准仪台1钢柱等校直8、手拉葫芦10T个8筒体倒装施工吊装9、手拉葫芦5个8锥体组对吊装10、卷板机台3车间及现场卷板、角钢11、空压机台1钢结构塔体喷漆12、8T、25T吊车台各1小部件及钢板吊装13、630A履带吊台1锥体及分布器大件吊装7、质量控制:7.1、施工依据的质量技术标准:7.1.1.GB/T4735-1997《钢制焊接常压容器》7.1.2.JGJ81-2002《建筑钢结构焊接规范》7.1.3.GB50205-95《钢结构施工及验收规范》7.1.4.GB985-88《气焊、手工电焊弧及气体保护焊缝坡口的基本型式与尺寸》7.1.5.GB50236-98《现场设备、工业管道焊接工程施工及验收规范》7.2、材料、设备控制所选用的钢材必须有出厂合格证及原始资料,同时要求进厂的钢材必须检查合格后方可使用;选择性能良好,使用功能齐全的加工设备;焊条应具有出厂合格证或材质报告,要求电焊条使用前应用烘干箱进行烘干,并用专用保温筒存放,使用二保焊接选用的焊丝必须与所用的母材相配套。7.3、人员控制:所有操作人员必须严格按技术、质量、安全交底内容执行,要求焊接人员必须持证上岗。人员进场后先进行技术交底,严格按交底内容施工,并制定奖罚措施,从制度上严格施工程序,保证各工段的质量。7..4、重点工序控制:钢H型采用双面坡口对接,连接板采单面45度坡口焊接。为保证制作精度,钢构件下料时要预放收缩量,预放量视工件大小而定,一般工件在40-60mm,重要的又大又长的工件要预80-100mm。制定合理的焊接顺序是不可少的,当几种焊缝要施焊时,应先焊收缩变形较大的横缝,而后焊纵向焊缝,或者是先焊对接焊缝而后再焊焊角焊缝。焊接型钢的主焊缝应在组装加劲肋板零件之前焊接。主焊缝的焊接顺序应按焊后变形需要考虑其焊接顺序应交错进行。8、安全措施8.1、组织措施建立以项目经理为首要责任者的安全管理网络。8.2、建立健全安全生产管理制度8.2.1、建立安全教育制度,加强三级安全教育,对
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 chysxmy
chysxmy
本文标题:半干法脱硫塔施工工法
链接地址:https://www.777doc.com/doc-173181 .html