您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 齿轮的热处理简单知识
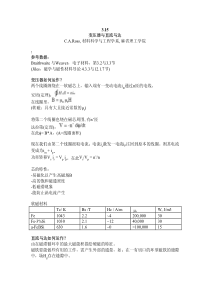
齿轮的热处理简单知识[来源:动饿是日发前][作者:进口轴承销售公司][日期:09-07-09][热度:96]一喷丸(砂)一精加工。齿轮的热处理技术要求为:齿面硬度58~62(HRc);心部硬度33~48(HRC);变形量不大于0.25mm;金相组织的表层为回火马氏体+均匀分布的细粒状碳化物+少量残余奥氏体,金相组织的心部机械加工工艺流程为:下料一毛坯成型一预备热处理(正火)一切削加工一渗碳一最终热处理为低碳马氏体+少量铁索体。①毛坯的预备热处理20(:rMnTi钢变速箱齿轮在加工时,要求有高的光洁度,良好的切削加工性,使插齿的切屑呈卷曲带状。减轻机床负荷也延长刀具的寿命。因此进行正火处理后,硬度应在179~217(HB)之间,得到均匀分布的片状珠光体+铁素体,确保了上述要求。其正火工艺温度为950~970℃,透烧后空冷或吹风、喷雾冷却,若硬度低可采取先水冷后空冷的措施。②齿轮的渗碳在井式渗碳炉内进行齿轮的渗碳,考虑到渗碳速度和渗碳过程中的变形问题,一般渗碳温度选择在920~940℃之间,渗碳保温时间取决于要求的渗碳层深度,其实际深度为要求的渗碳层深度外加齿轮的单边磨量的两倍,故在实际作业过程中应合理选择渗碳时间。文献[7,27]介绍:渗碳时间可参考公式执行:式中,X为渗碳层深度,mm;t为渗碳时间。齿轮要求渗碳层深度O.8~1.3mm,渗碳层含碳量0.8%~1.05%,渗碳后的组织由外向里为:过共析层+共析层+亚共析层。渗碳工艺如图3—9。⑨变速箱齿轮的最终热处理热处理后齿轮获得高硬度、高强度的表面层和良好韧性的心部。根据变速箱齿轮性能要求和材料的特点,该齿轮可在井式炉渗碳后待炉温降到850~860℃出炉直接淬火,图3—10为渗碳后直接淬火的热处理工艺规范。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 philzhao99
philzhao99
本文标题:齿轮的热处理简单知识
链接地址:https://www.777doc.com/doc-1958666 .html