您好,欢迎访问三七文档
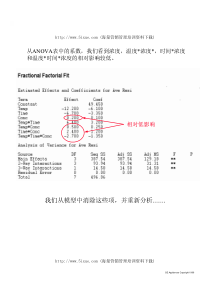
目录引言……………………………………………………………………………………11铝及铝合金………………………………………………………………………12铝合金激光焊接………………………………………………………………22.1CO2激光器及激光焊接……………………………………………………32.1.1CO2激光器…………………………………………………………………32.1.2铝合金CO2激光焊接光致等离子体行为的特点………………………42.1.3co2激光焊飞溅…………………………………………………………42.2YAG激光焊器…………………………………………………………………52.2.2YAG激光焊接优点及应用…………………………………………………62.3光纤激光器及激光焊接………………………………………………………62.4激光复合焊……………………………………………………………………73铝合金焊接性及缺陷……………………………………………………………83.1铝合金激光焊接的吸收率问题………………………………………………103.2焊接工艺参数对铝合金激光焊接焊缝质量的影响6.4焊缝组织及性能…113.3铝合金的激光焊接性…………………………………………………………11结束语………………………………………………………………………………12致谢…………………………………………………………………………………13参考文献……………………………………………………………………………14内蒙古工业大学本科科研训练论文1引言铝合金具有高强度、高模量、和高疲劳强度,以及良好的的断裂韧性和较低的裂纹扩散率,同时还具有优良的成形工艺和良好的抗腐蚀性。因此被广泛应用于各种焊接机构和产品中,传统铝合金焊接一般采用TIG焊或MIG焊工艺,但所有面临的的主要问题是焊接过程中较大的热输入使铝合金板变形大,焊接速度慢,生产效率低,由于焊接变形大,随后的矫正工作往往浪费大量的时间,增加了制造成本,影响了生产效率和制造质量。而焊接具有功率密度高、焊接热输入低、焊接热影响区小和焊接变形小等特点,使其在铝合金焊接领域受到格外的重视、铝合金焊接的主要难点在于:(1)铝合金对激光束的初始反射率及其本身的高导热性,使铝合金在末熔化前对激光的吸收率很低,“小孔”的诱导比较困难。(2)铝的电离能低,焊接过程中光致等离子易于过热和扩展,使得焊接稳定性差。(3)铝合金激光焊接过程中易产生气孔和热裂纹。(4)焊接过程中合金元素的烧损,使铝合金焊接接头的力学性能下降。在我国由于受大功率激光器限制,激光焊接工艺研究比国外起步晚,关于铝合金激光焊接的研究远远落后于发达国家。在国外,日本在这方面的研究比较成熟,人们研究的侧重点是主要是铝合金激光焊接的熔化特性、气孔和裂纹的成因机理、焊接缺陷对力学性能的影响及激光焊接铝合金的等离子现象等等1铝及铝合金铝及铝合金具有密度小,比较高强度和良好的耐磨性、导电性、导热性、以及在低温度下能保持良好的力学性能等特点,广泛应用于航空航天、汽车、电工、化工、交通运输、国防等工业部门。铝及其合金的化学活性很强,表面极易形成难熔氧化膜,加之铝及其合金导热性强,焊接时容易造成不熔合现象。由于氧化膜密度与铝的密度合金接近,也易成为焊缝金属的夹杂物。与钨极氩弧焊或熔化氩弧焊相比,激光焊铝合金的速度快、焊缝窄、热应变小、搭接接缝减少、可大大降低重量。因此很多科学内蒙古工业大学本科科研训练论文2工作者开始探讨对铝合金进行激光焊接的可能性。铝及铝合金具有较好的冷热加工性能和焊接性,可以采用常规的熔焊方法进行焊接。常规的焊接方法有氩弧焊。等离子弧焊、电阻焊和电子束焊等。也可以采用冷压焊。超声波焊。钎焊等。热功率大。能量集中和保护效果好的焊接方法对铝合金的焊接较为合适。气焊和电弧焊在铝合金焊接中易被氩弧焊取代,仅用于修复和焊接不重要的焊接结构。铝及铝合金的焊丝分为同质材料和异种材料焊丝两大类。为了得到性能良好的焊接接头,应根据焊接构件使用要求,选择适合于母材的焊丝作为填充材料。2激光焊接图一激光焊接示意图激光焊接与其他传统的焊接相比,激光焊接主要的优点是速度快、深度大、变形小,可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。同时,激光焊接也存在着一定的局限性,要求焊接装备精度,且要求光束在工件上的位置能有显着偏移。激光器及其相关系系统的成本较高,一次性投资较大。激光焊接技术的进展主要是美国在Bender造船有限公司成功完成了激光焊接系统焊接船体平面分段的实验。美国海军已采用激光技术用于军船制造,德国已大量采用大功率激光用于潜艇结构件或零件,以及那些需要以更清洁的方式来熔接的复杂部件,例如含有线路板的塑料制品、医疗设备等。在汽车工业中,激光焊接塑料技术可用于制造很多汽车零部件,激光焊接还可以将塑料薄膜焊接在一起,操作过程可以完成的非常开。[1]内蒙古工业大学本科科研训练论文3目前激光焊接应用领域的扩大,主要应用于:制造业应用、粉末冶金领域、汽车工业、电子工业、生物医学、塑料激光焊接应用、新材料激活激光焊接应用、航空航天工业、造船工业、其他领域等激光焊接。[1]焊接用的激光器主要有三大类:YAG激光器、CO2激光器、光纤激光器。YAG激光器的平均输出功率较低,不适合厚板与高速焊接;单输出波长短有利于激光的聚焦和光纤传输,也利于金属表面接收。CO2激光焊器目前广泛应用于工业生产中,功率输出大;不足主要出现在其波长相对较长,在铝合金焊接中表面反射较为严重,激光利用率很低。光纤激光器作为新型激光器,其集合了YAG激光器波长短、CO2激光器大功率特点,解决了原来激光焊接功率小或反射严重的不足,同时激光复合焊的出现进一步提高了铝合金的焊接接头的综合性能。然而,由于铝合金的特殊性质,该焊接也存在着很多问题。主要表现在:1铝合金对激光有极高的表面初始反射率,造成激光在母材未熔化时吸收很差,效率很低;2激光焊接焊缝冷却速度快,熔池存在时间很短,导致气体不易析出,易产生气孔;3由于熔池深而窄,脉冲激光突发功率大,强大的蒸汽通过很窄的液体产生很大的飞溅;4焊缝太窄使跟踪、对中很困难,对接头准备、焊接位置及焊接厚度等要求较严格;5焊缝金属结晶时,容易产生低熔点共晶,从而形成结晶裂纹;6激光焊接烧损铝合金中的Mg、Zn等低熔点合金元素,破坏合金强化作用,严格降低焊缝强度。[2]以下将对近几年铝合金激光焊接方面的研究进展进行较为详细的论述。2.1CO2激光器及激光焊接2.1.1CO2激光器与其它气体激光器一样,CO2激光器工作原理其受激发射过程也较复杂。分子有三种不同的运动,即分子里电子的运动,其运动决定了分子的电子能态;二是分子里的原子振动,即分子里原子围绕其平衡位置不停地作周期性振动——并决定于分子的振动能态;三是分子转动,即分子为一整体在空间连续地旋转,分子的这种运动决定了分子的转动能态。分子运动极其复杂,因而能级也很复杂。CO₂分子为线性对称分子,两个氧原子分别在碳原子的两侧,所表示的是原子的平衡位置。分子里的各原子始终运动着,要绕其平衡位置不停地振动。根据分子振动理论,CO₂有三种不同的振动方式:①二个氧原子沿分子轴,向相反方向振动,即两个氧在振动中同时达到振动的最大值和平衡值,而此时分子中的碳原子静止不动,因而其振动被叫做对称振动。②两个氧原子在垂直于分子轴的方向振动,且振动方向相同,而碳原子则向相反的方向垂直于分子轴振动。由于三个原子的振动是同步的,又称为内蒙古工业大学本科科研训练论文4变形振动。③三个原子沿对称轴振动,其中碳原子的振动方向与两个氧原子相反,又叫反对称振动能。在这三种不同的振动方式中,确定了有不同组别的能级。[3]2.1.2铝合金CO2激光焊接光致等离子体行为的特点在CO2激光深熔焊接过程中,金属材料在高功率密度(105W�cm2)激光的辐照下,强烈汽化形成金属蒸气。处于激光照射区的金属蒸气能够增强材料对激光的吸收作用,使其温度进一步升高而电离形成等离子体。当等离子体对材料的反冲压力达到一定临界值时,将克服表面张力、熔池液体静压力和动压力形成深熔小孔。然而,在激光入射能量!深熔小孔!光致等离子体之间,存在着极为复杂的相互制约关系,只有当三者达到一个动态平衡状态时才能够维持激光深熔焊接过程稳定进行。[4]与钢铁材料的CO2激光焊接比由于铝合金的合金元素量多,且多含有易挥发、易电离的合金元素,如Mg。Zn等,因此焊接时的等离子体更易于过热和扩展,等离子更不稳定,几何形状和粒子特性随时间剧烈变化。下图为45号刚和6061铝合金的CO2激光焊接过程中有高速摄像装置拍摄到的光致等离子图像。可看出6061铝合金的CO2激光焊接光致等离子体的亮度、体积、体积随时间的变化程度及产生的液态金属飞溅均要大于45号钢焊接产生的光致等离子体。因此,在铝合金焊接过程中,由于光致等离子体的稳定性较差,能否有效的控制光致等离子体以维持等离子体处于相对宏观稳定状态,直接决定了焊缝的表面形成及深熔焊接过程中的稳定程度。[3]图二45号钢和铝合金CO2激光焊光致等离子体对比2.1.3CO2激光焊飞溅铝合金深熔焊飞溅向熔池外迅速扩散,易污染聚焦反射镜,导致聚焦焦点位置变化、聚焦特性改变、焊接能量损失等问题,影响焊接质量,此外焊接飞溅的特性一内蒙古工业大学本科科研训练论文5定程度能反映激光焊接过程的特性,如焊接熔池波动、焊接过程稳定性。铝合金材料容易吸收波长较短的光纤激光器的能量,相比于CO2激光焊,光纤激光焊接过程中铝合金吸收更多的能量,飞溅颗粒运动速度相对更快.从而由于光纤激光焊接过程中飞溅颗粒运动速度过快,高速摄像视场有限,使得捕获飞溅运动形态不完全,造成速度数据样本误差,从而飞溅速度拟合优度相对较差.此外焊接飞溅速度与飞溅尺寸密切相关,飞溅尺寸越小,质量越轻,在一定能量下,运动速度相对越快,即CO2激光焊飞溅尺寸大于光纤激光焊飞溅尺寸,且CO2激光焊飞溅运动速度小于光纤激光焊飞溅运动速度。[5]2.2YAG激光焊2.2.1YAG激光焊接发展及原理YAG激光焊接是用高能脉冲激光对工件实施焊接,它以脉冲氙灯作为泵浦源,以ND:YAG作为产生激光工作物质。激光电源首先将脉冲氙灯预燃,通过激光电源对脉冲氙灯放电,使氙灯产生一定频率和脉宽的光波,光波经聚光腔照射ND:YAG激光晶体,从而激发ND:YAG激光晶体产生激光,再经过谐振腔后产生波长为1064nm的脉冲激光,激光经过扩束、反射(或经过光纤传输)、聚焦后辐射至工件表面,使工件局部熔化实现焊接。焊接时所需要的脉冲激光的频率、脉宽、工作台移动速度、移动方向均可用PLC或工业PC机来控制,并通过调节电流的大小、激光的频率、脉宽来控制激光能量的大小。激光焊接是激光材料加工用的机器,又常称为激光焊机、镭射焊机,按其工作方式常可分为激光模具烧焊机(手动焊接机)、自动激光焊接机、激光点焊机、光纤传输激光焊接机,光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池以达到焊接的目的。[6]20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。高功率CO2及高功率YAG激光器的出现,开辟了激光焊接的新领域。获得了以小孔效应为理论基础的深熔焊接,在机械、汽车、钢铁等工业领域获得了日益广泛的应用。利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽内蒙古工业大学本科科研训练论文6比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 6632600
6632600
本文标题:铝合金激光焊
链接地址:https://www.777doc.com/doc-1972866 .html