您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 车身点焊粘电极和炸电极故障的解决方法
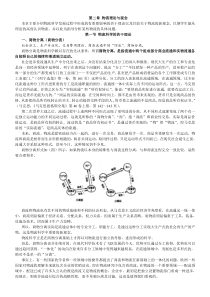
车身焊接粘电极与炸电极故障解决方法在车身焊接生产过程中粘电极与炸电极事故时常发生。这两种事故可直接造成焊点缺陷,严重影响焊接质量并降低生产效率。消除这两种事故对车身焊接装配生产很有意义。1.1粘电极原因(1)两电极工作面不平、电极工作面粗糙、电极工作面小。此情况造成电极与零件局部接触,电极与零件接触电阻增大,接触点的电流密度大于正常焊接时电极工作面的电流密度,造成接触点的温度升高到电极与零件的焊接温度,形成电极与零件熔合连接。(2)电极压力不足。接触电阻与压力成反比。电极压力不足造成电极与零件之间接触电阻增大,使电极与零件接触面的温度升高到可焊接温度,形成电极与零件融合链接。(3)焊枪冷却水进出口的水管接反或冷却水循环受阻,电极温度过高,在连续点焊时可造成电极与零件融合连接。1.2粘电极的解决方法(1)修挫电极头,使两电极的工作面平行、表面无粗糙缺陷。将焊机设在调整状态,通过空打焊枪来观察两电极的的工作面是否平行。(2)用氧乙炔火焰加热电极的工作面,是电极工作面形成氧化层。氧化层的热稳定性好,熔点可达1300℃。因此可提高电极工作面的熔点,同时破坏电机与零件的焊接性。(3)在电极工作面涂以钳工研配用的红丹,以破坏电极与零件之间的焊接性。(4)调整电极压力,使用高压力、大电流、短通电时间的焊接参数。(5)检查焊枪水路连接正确。保证电极水流量不低于2.5L/min。同时保证出水管与电机内腔的间隙小于12mm。2.1炸电极的原因(1)电极长度不足。这种情况下电极工作面之间存在间隙。造成电极与零件之间小压力或无压力接触。这时产生的电弧会将电极与零件同时烧毁。由于C型枪的电极行程与气缸行程为1:1,所以这种情况多发生与C形焊枪。(2)预压时间不足。电极完成工作行程需要一段时间。如果预压时间小于电极完成行程的时间,两电极夹紧过程中距离较近时就会产生电弧形成炸电极。(3)零件之间的间隙过大。有时由于零件之间的间隙过大,电极压力一部分用于使零件变形,零件与零件间的压力减小。零件与零件之间不能紧密贴合。焊接时会产生电弧将零件烧穿、电极烧毁。这种情况有时会使炸电极与粘电极同时出现。2.2炸电极的解决方法(1)由于电极长度不足造成的,应立即更换电极。(2)由于预压时间不足造成的,应调整时间参数。电极夹紧到接通焊接电流应留15个周波以上时间。(3)由于零件之间过大成的,应消除零件间隙之焊接。电极工作面零件电极工作面零件电极工作面零件12mm两工作面不平行两工作面粗糙电极内腔与水管距离控制两工作面有间隙
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 yaoyuefeimoua
yaoyuefeimoua
本文标题:车身点焊粘电极和炸电极故障的解决方法
链接地址:https://www.777doc.com/doc-1987716 .html