您好,欢迎访问三七文档
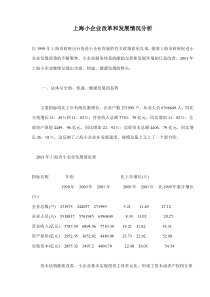
一、线材机械设备的精密点检管理摘要:应用精密点检技术对线材机械设备进行振动监测和诊断分析。以实例介绍利用时域、频域及趋势分析等方法,判断设备当前状态,早期发现故障隐患,查找故障根源,为确定维修时间、制定维修方案提供了可靠依据,取得较好效果关键词:精密点检技术,状态监测,故障诊断,设备管理某钢线材厂将精密点检技术应用于点检量化工作中,对设备实施定期振动监测,利用时域、频域及趋势分析等方法,判断设备当前状态,早期发现故障隐患,避免突发事故,确保设备正常安全运行;查找故障根源,为确定维修时间、制定维修方案提供了可靠依据。现通过典型案例说明精密点检技术的应用情况。一、预精轧机故障诊断处理预精轧机是线材厂的重点关键设备。2004年11月检修一线预精轧机时,更换了输人轴的三个齿轮(以国产替代进口)。运行不到半天,即出现吱吱的异响,但始终没能找到原因。为此,用巡检仪进行了振动测试。预精轧机的结构简图及测点布置见图1。1.结构参数及频率输入轴转速n=660--690r/min齿轮齿数:Z1=77,Z2=76,Z3=44,Z4=39,Z5=Z6=Z7=Z8=31,Z9=Z10=36。各轴旋转频率:f1=11-11.5Hz,f2=11.7Hz,f3=f4=10.3Hz。齿轮的啮合频率:fm1=847-885.5Hz,fm2=456.3Hz,fm3=319.3Hz,各轴承均为国外生产的滚动轴承,参数不详。-2–预精轧机的结构简图及测点布置图1预精轧机的结构简图及测点布置-3–2.诊断分析(1)测试结果(见表1)表中Hv,Vv,Av分别是水平、垂直和轴向的速度值,单位为mm/s;Ha,Va,Aa分别是水平、垂直和轴向的加速度值,单位为m/s2。(2)诊断分析从表1可看出,15架振动烈度比14架小,水平和轴向加速度幅值比14架大,但加速度最大值在14架。由于此设备结构较特殊,故不适合采用绝对标准,而又无相对标准可参照。鉴于14架与15架结构基本相同,故可采用类比标准。相比之下,14架运行状况较差。图2、表2和图3分别为14架垂直方向时域波形图、时域指标和幅值谱。图214架垂直方向加速度时域波形-4–图314架垂直方向加速度幅值谱图①时域波形图上有调制现象,但没有周期,不够典型;峭度指标为2.83。正常境况下峭度指标应为3左右,大于3就预示着可能有故障。因为峭度指标较正常,所以从时域分析看不出设备有异常。②频谱图的高频段如无能量堆积,则说明滚动轴承运行基本正常。从图3可看出,在1500-5OOOHz范围基本无能量堆积,比较平坦,可初步判定滚动轴承运行正常。③频谱图上,啮合频率峰值较高的齿轮对一般运行状态较差。图3中最高峰值频率为856.2Hz,对应输人轴,即三根平行轴所在齿轮的啮合频率(由于实际转速有误差,所以啮合频率大致应在850-880Hz之间),故该处齿轮可能存在故障。④若啮合频率两侧存在边频带,且间隔为某一轴的转频,则说明该轴上的齿轮有故障。图3中啮合频率856.2Hz两侧存在边频带,在750--1500Hz范围内细化,得到细化频谱图(图4)。可看出边带间隔大约在10-25Hz之间,应是转轴旋转频率的一倍频和二倍频。由于仪器分辨率较低,而三根轴的转频都在llHz左右,故无法区分哪根轴上的齿轮出现问题。-5–图414架垂直方向在750-1050Hz之间的加速度幅值细化频谱图⑤图3中312.5Hz接近啮合频率fm3,由于对应的峰值不高,说明该对齿轮运行基本正常。(3)结论以上分析表明,异响可能是Z1,Z2齿轮啮合不正常造成。由于时域指标基本在正常范围内,故问题并不严重,短期内可维持运行,不必更换齿轮。但应定期监测,严密注视劣化趋势,并做好维修准备。3.验证随后的日常监测表明,异响系因新齿轮啮合不好造成。经一段时间的磨合,设备振动日益减小,目前已趋于正常。由于没有更换齿轮而节省的备件和检修费用约80万元。二、增速机滚动轴承的振动监测及故障诊断冶金设备中的轴承经常在高温、重载、变载,甚至是冲击载荷下工作,工作条件恶劣,检测难度大。1.增速机结构和主要参数(见图5)增速机由电动机驱动,转速n=1160r/min,与电机通过齿式联轴器连接。轴承型号162250B,节圆直径D=260.28mm;滚子直径d=28.57mm;滚动体个数z=22;接触角a=00。齿轮齿数Z1=158;Z2=Z3=67。-6–图5增速机结构简图2.测试参数选择和测点布置因该设备90%为轴承故障,故选择振动速度和加速度为监测参数,测点为图中①、②位置即轴承处。3.监测仪器选用巡检仪,其红外通信口可直接将采集的数据传人计算机;采用的TouchMemoryTM技术可自动识别被设备号。4.监测结果及趋势分析2002年12月的某次巡检中,发现测点①处振动值突然增大,图6和图7是计算机软件自动生成的振动趋势图。图6垂直方向趋势图-7–图7水平方向趋势图可以看出,2002年12月9日测点①处的振动值突然增大,V22=46.6m/s2,是平时的3倍,初步判断增速机某一部位可能存在故障隐患。12月19日H22=46.0m/s2,是平时的2.5倍,并伴有异响,进一步证实增速机内部存在故障隐患。5.频谱分析图8和图9为测点①异常状态频谱图。可以看出,高频段振动峰值较正常状态高出3-4倍,且有高频峰群,意味着轴承元件可能产生疲劳故障;低频段188(181)Hz,380Hz,761Hz,2658Hz和2840Hz处有峰值,这些频率恰好接近该轴承外圈故障特征频率及其2,4,14,15倍频;87Hz,348Hz,1045Hz,1226Hz,1302Hz的峰值频率接近轴承滚动体故障特征频率及其4,12,14,15倍频,峰值的间隔频率190Hz(或182Hz)接近轴旋转频率的10倍频193Hz,说明轴承外圈和滚动体有严重缺陷,总体判断轴承外圈和滚动体可能存在疲劳点蚀类故障6.故障检查和处理停机检修时发现,滚动体有划痕,其中一个滚动体有点蚀,外圈内滚道有一处大面积点蚀。但齿轮啮合正常、润滑良好。更换轴承后,加速度值立即降到正常水平。此次设备故障的预测,成功避免了一次重大事故。-8–图8异常状态水平方向频谱图二、轧机齿轮箱异常振动分析及故障诊断摘要:本文从齿轮啮合的力学模型人手,简述了齿轮故障诊断原理,并利用频谱分析的方法对轧机齿轮箱的异常振动进行故障诊断,找到了齿轮箱异常振动的原因,与实际情况基本一致。关键词:齿轮箱;异常振动;频谱分析;故障诊断精轧机是线材厂生产线上的关键设备之一,而传动系统中的齿轮箱的状态则关系到整个生产线能否正常工作。一、齿轮故障诊断原理-9–齿轮啮合刚度是周期性变量,随参与啮合的齿轮变化而变化。因此,按照傅里叶变换的原理,可将齿轮的振动信号分解为若干个谐波分量之和。无论齿轮传动处于正常或异常,由啮合刚度的周期变化形成的振动信号总是存在的。只是振动水平有一定差异。当齿轮存在较大的制造与安装误差,以及产生剥落、裂纹等故障时,其啮合刚度降低,从而产生强烈振动。此时测得的振动信号畸变加剧,在频谱图上,啮合频率处的谱值显著增大,二阶、三阶啮合频率处的谱值则增加得更多。同时,这些故障会直接成为振动的激励源,使齿轮振动信号中含有轴的旋转频率及其倍频,而故障齿轮的振动信号往往表现为旋转频率对啮合频率及其倍频的调制,调制频率即为齿轮轴的旋转频率fr=n/60。在谱图上形成以啮合频率为中心、两个等间隔分布的边频带。由于调频和调幅的共同作用,最后形成的频谱表现为以啮合频率及其各次谐波为中心的一系列边频带群,边频带反映故障源信息,边频带的间隔反映了故障源的频率,幅值的变化表示了故障的程度。由此可见,在已知齿轮齿数及转速的情况下,测取齿轮的振动信号,并做频谱分析,判断啮合频率及高次谐波频率处的谱幅是否异常,边频谱幅是否异常,即可诊断齿轮有无故障。二、诊断实例1.精轧机传动系统结构(1)主要技术参数轴承类型:滚动轴承,型号:7224DB(成对);齿轮类型:斜齿轮、圆锥齿轮;电机转速:1150/1250r/min;联轴器类型:齿式联轴器。(2)主要频率出现异常振动时,齿轮箱电机转速为1150r/min转轴的旋转频率:fr1=19Hz,fr2=45Hz,fr3二65Hz;齿轮的啮合频率:fm3=2847Hz(Z13与Z14的啮合频率),fm4=2015Hz(Z23与Z24的啮合频率);滚动轴承的特征频率:1号轴承fi1=423Hz,fo1=299Hz,fb1=132Hz,,fc1=19Hz;2号轴承fi2=549Hz,fo2=435Hz,fb2=214Hz,fc2=21Hz。正常状态下,齿轮箱振动的加速度幅值一般为30mm/s2左右,异常时加速度幅值达98mm/s2,已是正常值的三倍多,属于严重危险状态。2.振动分析-10–频谱图见图1。可看出,振动能量很单一,只在2855Hz处出现一较高的峰值,两边有一对称的边频,间隔为67Hz,其他各处振动能量都很小。齿轮箱中,Z13与Z14的啮合频谱为2846Hz,与频谱图的最高峰值非常接近。而Z14所在轴的旋转频率等于64Hz,恰好近似等于该边频带的间隔。图1齿轮箱异常振动频谱图根据前述齿轮故障诊断原理得知,哪对齿轮的啮合频率所对应的峰值较高,就说明哪对齿轮出现故障。边频带的间隔等于哪根轴的旋转频率,就说明哪根轴上的齿轮出现故障。如果滚动轴承存在故障,则加速度的频谱图在高频段应该有能量堆积。而该频谱图在高频段无能量堆积,故可以排除滚动轴承出现故障的可能性。经分析,可初步判定齿轮箱的异常振动是因Z13与Z14这对齿轮出现故障引起的(Z14齿轮较Z13齿轮更严重),而各滚动轴承和其他齿轮均基本正常。停机大修时,发现实际情况与诊断结果基本一致。Z13与Z14齿面磨损严重,尤以小齿轮Z14为最,其齿面已磨出深深的凹痕。由于提前做好了更换齿轮的准备,因此,没有延误大修工期。更换齿轮后,加速度幅值降为38mm/s2,频谱图见图2,已恢复正常。-11–图2齿轮箱正常振动频谱图三、结束语在齿轮箱中各类零件损坏的比例中,齿轮约占60%,故应坚持定期对其进行振动监测并作趋势分析。本文通过对轧机齿轮箱故障信号的提取,采用振动信号的频谱分析,找出了故障源,为齿轮箱及时、准确维修带来了极大的方便,也保证了精轧机的正常运行和企业的经济效益。三、高速线材轧机网络监测系统摘要:高速线材轧机网络监测系统用于监测粗轧机和精轧机的振动信息,软件部分集成了频谱分析、小波分析和特征频率识别,实现了特征频率计算等功能;硬件系统为自主研制的“高速线材粗轧机齿轮箱故障检测板”,可从振动信号中提取冲击故障特征。系统运行几年来,多次发现故障隐患,为保证轧机安全可靠运行及维检修提供了科学依据关键词:高速线材;在线监测;故障诊断高速线材轧机由粗轧机、中轧机、预精轧机和精轧机等组成,其中精轧机组故障率较高。精轧机组机架为V型互成90。布置,10个机架安装在整体刚性底座上,由一台电机集中传动。主电机经增速机输入轴上的大齿轮带动两根输出轴,通过齿形联轴器与两根传动轴相联,分别驱动左右两侧的机架。这10架轧机在轧线上的编号依次为21#至30#,最高轧制速度为120m/s。监测对象、监测量和测点如表1所示。-12–系统在融合用户使用意见的基础上,尽可能使功能优化完善。系统在网络环境下运行,数据共享,非现场观察,上自公司各级领导的办公室,下到现场维护班组均设有终端,可动态观察设备运行情况,及时获得运行信息,并对故障信息进行专家会诊。通过几年的运行,监测系统简洁的结构和实用的功能得到了企业管理者和现场维护管理人员的欢迎,积累了丰富的诊断经验。一、系统实施方案1.功能需求分析(1)对13台关键设备的振动进行在线监测、报警和分析。(2)粗轧机及精轧机齿轮箱需各设一个数据采集站,并设置硬盘存储器,防止监测数据丢失。保留足够的扩展空间,便于将更多工艺参数引人系统。(3)设置网络服务器,便于与企业内部以太网对接,实现数据共享、网络升级和扩展;要有较高的数据传输率,既满足当前生产和管理需要,又保证今后发展的需要。(4)需包含稳态、瞬态、非平稳过程等
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 aka11111
aka11111
本文标题:轧机故障案例
链接地址:https://www.777doc.com/doc-1988662 .html