您好,欢迎访问三七文档
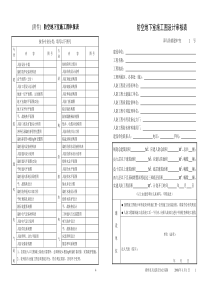
装配检验规程目的:为了加强公司产品装配过程质量控制,防止不合格品流入下道工序,保证产品的可追溯性,尽早发现问题和解决问题,特制定本检验规程。适用范围:本公司所有设备。权责:质检员负责装配检验及判定。一、检验依据设计图纸、装配工艺规程以及装配作业指导书。二、检验内容装配过程采用巡回方法监督检查每个装配工位;监督装配人员遵守装配工艺规程,检查有无错装漏装等。(1)装配场地必须保持环境清洁,光线充足,通道畅通。(2)装配的零、部件(包括外购件、外协件)必须符合图样、标准、工艺文件要求,不准装入图样未规定的垫片和套等多余物。(3)装配后的螺栓、螺钉头部和螺母的端部(面),应与被紧固的零件平面均匀接触,不应倾斜和留有间隙,装配在同一部位的螺钉长度一般应一致;紧固的螺钉、螺栓和螺母不应有松动的现象,影响精度的螺钉,紧固力矩应一致。(4)在螺母紧固后,各种止动垫圈应达到制动要求。根据结构的需要可采用在螺纹部分涂低强度防松胶代替止动垫圈。(5)机械转动和移动部件装配后,运动应平稳、轻便、灵活、无阻滞现象。(6)减震部分弹簧应伸缩灵活.顺畅,无滞阻现象。(7)轴承装配的检验,可调的滑动轴承结构应检验调整余量是否符合标准规定;滚动轴承的结构应检验位置保持正确,受力均匀,无损伤现象。(8)电气装配的检查;各种电气元件的规格和性能匹配应符标准规定,必须检查电线的颜色和装配的牢固性并应符合标准规定。(9)在无负苘状态下运转部件,检验各部件的运转状态、刚度变化、操纵机构动作的灵活性、平稳性、可靠性和安全性。(10)一个部件经过检验合格后,要将检验最后确认的结果填写在《装配检验记录单》(附录A)上,并在规定位置打上标志才可转入下序。“装配检验记录单”要汇总成册、存档,作为质量追踪和质量服务的依据。除以上装配检验点外,另设立以下四个强制报检点,以加强产品的过程控制,避免可能造成的返工、返修,装配过程中四个强制报检点为:a)大件、组件安装:所有的大件、组件安装完成后进行报检;b)电机、减速机布局和安装:链条、V带安装完成后进行报检;c)电气布局和安装:在电气布局和安装完成后报检;d)马身、马头安装:在所有装配工序完成后,试机前进行报检。三、实施要求1)由生产车间装配人员在装配完成后进行自检,自检合格在检验卡自检栏里签字。2)由生产班组长负责组织本班组人员进行互检,确认合格在相应检验卡互检栏里签字。3)由生产班组长持经自检、互检签字确认后的检验卡进行报检,否则质检人员有权拒检并对责任班组进行考核。4)质检人员负责专检,并填写《装配检验记录单》。初次检验合格的在初检栏里打“√”,不合格在初检栏里打“×”,由生产班组人员负责返工,返工后报质检人员复检,直至复检合格后,质检人员在复件栏里打“√”,并签字。5)经检验人员检验合格后进行签字确认后,方可转入下一道工序。6)质检人员在装配过程中随时进行巡检,巡检过程中发现质量问题时,下发《整改通知单》(附录B),生产班组人员负责整改,整改完毕后报质检人员验证整改结果。附录A装配检验记录单设备名称设备编号第页共页检验类别序号检验项目技术要求检测手段及检测仪器操作者自检班组互检产品信息记录和不合格项描述检验员签字检验结果初检结果复检结果一式三联第一联质量管理部(存根)第二联责任部门第三联其他部门附录B整改通知单设备名称责任人检验员日期要求整改完成日期整改内容:整改验证情况:一式三联第一联质量管理部(存根)第二联责任部门第三联其他部门
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 我行啊
我行啊
本文标题:装配检验指导书
链接地址:https://www.777doc.com/doc-2033578 .html