您好,欢迎访问三七文档
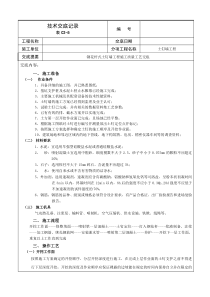
缩口工艺介绍录入:151zqh来源:日期:2007-2-24,11:33缩口缩口是将预先成形好的圆筒件或管件坯料,通过缩口模具将其口部缩小的一种成形工序,如图5.3.1所示。缩口工序的应用比较广泛,可用于子弹壳、炮弹壳、钢制气瓶、自行车车架立管、自行车坐垫鞍管、钢管拉拔等的缩口加工。对细长的管状类零件,有时用缩口代替拉深可取得更好的效果。与缩口相对应的是扩口工序。图5.3.1缩口变形示意图缩口成形特点与变形程度1缩口成形特点常见的缩口形式如图5.3.2所示,有斜口式、直口式和球面式。缩口属于压缩类成形工序,其变形区的应力应变特点如图5.3.2所示,变形区为各向压应力状态,其中切向压应力的绝对值最大。使直径缩小,厚度和高度增加,所以切应变为压应变,径向应变和厚向应变为拉应变。变形区由于受到较大切向压应力的作用易产生切向失稳而起皱,起传力作用的筒壁区由于受到轴向压应力的作用易产生轴向失稳而起皱,所以失稳起皱是缩口工序的主要障碍。a)b)c)图5.3.2缩口形式a)斜口形式b)直口形式c)球面形式2变形程度缩口变形程度用缩口系数表示,其表达式为:(5.3.1)式中:—缩口后直径;—缩口前直径。缩口极限变形程度用极限缩口系数表示,取决于对失稳条件的限制,其值大小主要与材料的机械性能、坯料厚度、模具的结构形式和坯料表面质量有关。材料的塑性好、屈强比值大,允许的缩口变形程度大(极限缩口系数小);坯料越厚,抗失稳起皱的能力就越强,有利于缩口成形;采用内支承(模芯)模具结构,口部不易起皱;合理模角、小的锥面粗糙度值和好的润滑条件,可以降低缩口力,对缩口成形有利。当缩口变形所需压力大于筒壁材料失稳临界压力时,此时非变形区筒壁将先失稳,也将限制一次缩口的极限变形程度。表5.3.1是一些材料在不同模具结构形式下的极限缩口系数。当计算出的缩口系数小于表中值时,要进行多次缩口。表5.3.1不同模具结构的极限缩口系数缩口工艺计算1缩口次数及其缩口系数确定当计算出的缩口系数小于极限缩口系数时,要进行多次缩口,其缩口次数由下式确定:(5.3.2)式中:—总缩口系数,=;—平均缩口系数,可先取≈。的计算值一般是小数,应进位成整数。多次缩口工序中第一道次采用比平均值小10%的缩口系数,以后各道次采用比平均值大5%~10%的缩口系数。考虑材料的加工硬化以及道次增加可能增加的生产成本等因素,缩口次数不宜过多。2毛坯尺寸计算毛坯尺寸的主要设计参数是缩口毛坯高度,按照图5.3.2所示的不同的缩口形式,根据体积不变条件,可得如下毛坯高度计算公式:斜口形式:(5.3.3)直口形式:(5.3.4)球面形式,(5.3.5)3缩口力只有外支承的缩口压力,可按下式估算。(5.3.6)式中:—缩口力(N);—速度系数,用曲柄压力机=1.15;—材料的抗拉强度(MPa);—工件与凹模接触面的摩擦系数;其它符号意义见图5.3.2。值得注意的是,当缩口变形所需压力大于筒壁材料失稳临界压力时,此时筒壁将先失稳,缩口就无法进行。此时,要对有关工艺参数进行调整。图5.3.3气瓶缩口模1—顶杆2—下模板3、14—螺栓4、11—销钉5—下固定板6—垫板7—外支承套8—缩口凹模9—顶出器10—上模板12—打料杆13—模柄15—导柱16—导套模具结构设计及举例缩口模结构根据支承情况分为无支承、外支承和内外支承三种形式,可根据缩口变形情况和缩口件的尺寸精度要求选取相应的支承结构。此外,旋压缩口法是靠旋轮沿一定的轨迹(或芯模)进行缩口变形的,其模具是旋轮和芯模。缩口凹模锥角的正确选用很关键。在相同缩口系数和摩擦系数条件下,锥角越小缩口变形力在轴向的分力越小,但同时变形区范围增大使摩擦阻力增加,所以理论上应存在合理锥角,在此合理锥角缩口时缩口力最小,变形程度得到提高。通常可取,一般使,最好使。由于缩口变形后的回弹,使缩口工件的尺寸往往比凹模内径的实际尺寸稍大。所以对有配合要求的缩口件,在模具设计时应进行修正。图5.3.3是钢制气瓶缩口模。缩口模采用外支承结构,一次缩口成形。由于气瓶锥角接近合理锥角,所以凹模锥角也接近合理锥角,凹模表面粗糙度。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 sss6302192
sss6302192
本文标题:缩口工艺介绍
链接地址:https://www.777doc.com/doc-2069395 .html