您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 课题7.5G74指令教案
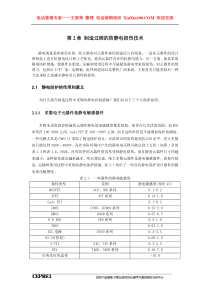
§7.5端面深孔加工循环—G74指令教案科目数控车床编程与操作7.5端面深孔加工循环授课日期11月1日课时2节班级数控0914班授课方式讲授、分组自学作业题数1题拟用时间2课时教学目标一、知识目标:①了解G74指令的作用及使用时的注意事项。②掌握G74指令的格式及格式中各个代码的含义。③掌握G74指令的运用。二、能力目标:①结合加工实例学习,提高学生的思辨及学习能力。②通过小组合作学习,提高学生的合作和操作能力。三、情感目标:①通过小组合作学习,让学生学会沟通、学会合作、学会创新。②通过小组合作学习成果的展示,让学生体会学习的乐趣,感受成功的喜悦。选用教具挂图麻花钻、黑板、钻孔零件、零件挂图。重点(1)G74指令的格式及使用时的注意事项。(2)G74指令的功能及运用。难点(1)G74指令的格式及使用时的注意事项。(2)G74指令的功能及运用。学法指导(1)教师引说。(2)学生分组合作学习,自主探究实践操练。教学过程一、导入新课1、复习提问上节课中学习的外圆、内孔切槽循环指令—G75指令的切削原理是及指令中各个参数的含义?(教师提问题,请学生接龙回答,激活课堂气氛。)2、提问得出结论该循环指令可以完成切削中的一些循环动作“径向切削—径向退刀—返回循环起点”,可以完成经向方向的外圆和内空切槽加工,那么哪个指令可以要完成轴向方向的车槽或深孔加工呢?3、引入新课引出本节可内容----端面深孔加工循环G74。二、新课内容1、了解G74指令的作用可以要完成轴向方向的车槽或深孔加工。(钻孔方法有两种:手工钻孔和自动钻孔,G74为自动钻孔)2、解释G74指令格式及各参数含义。(在黑板上把G75指令的格式写出来进行比较解释G74指令的格式)(1)G74指令格式:G74R(e);G74X(U)Z(W)P(△i)Q(△k)R(△d)F(f);(2)各参数含义R(e)——每次沿Z方向切削一个Q值后的退刀量;X,Z——绝对值终点坐标尺寸;U,W---相对值终点坐标尺寸;P(△i)——X方向每次循环移动量(直径),即X方向的每次吃刀深度;Q(△k)——Z方向每次切削量。R(△d)——切削到终点时X方向的退刀量。F(f)——进给速度。注意事项(1)P、Q值以um为单位,1000um为1mm。(2)R(e)在钻头时才用退刀量(断屑、冷却),切削内孔时,尽量不要用退刀量,如要使用,应尽量小些。(3)R(△d)在钻头时无位置退刀,切削内孔时应有褪刀两(刀具应离开切削面退回)。(4)P在钻头时X方向是无进刀量的,在切削内孔时,P为每刀的进刀量。(5)Q杂钻孔时为了断屑、冷却工件,每钻一个Q值,退一个R(e)值,再钻一个Q值,但如切削内孔时,刀不能在中途退刀,应直接切削到Z值位置。如要断屑,每进一个Q值后,R(e)退刀量应尽量小些,最好为0.02~0.05mm。(6)一个G74只能加工一个位置,如有台阶则一个台阶定一个位,用一个G74加工。(7)G74是从定位开始加工的,定位时不要小于准备加工的内孔尺寸,应在准备的内孔尺寸加第一刀的尺寸位置定位。(8)加工原点定位时要注意钻头、刀具的长度,做到安全操作。(9)如果程序段中X(U)、I、D为0,则为深孔钻加工。3、走刀方向及路线示意图走刀路线如图7-12:图7-12钻削循环4、刀具起点如图7-12的走刀路线示意图所示(1)钻孔X轴方向为0,Z轴方向比准备钻孔的长度长一些。(2)车孔X方向比准备加工的孔径大些,Z方向比准备加工的孔的长度长一些。5、刀具加工完毕停留位置回到刀具起刀点位置6、刀具选择根据孔直径的大小和长度来选择钻头、刀具。7、钻孔、镗孔的方法(1)钻头、镗孔刀的安装及对刀的方法钻头、镗孔刀的安装。同其他车刀一样装在刀架上。(2)对刀的方法:1)对钻头的方法。钻头轻碰一下端面,在刀补000版面,把光标移动到与刀号相同的号数,输入Z为0;把钻头外径轻轻碰一下外圆,在相同的刀号下,输入X(碰到的外圆直径+钻头的直径),例如,钻头碰到的直径是50mm,输入X65即可。2)对镗孔刀的方法(同其他刀对刀相同)。镗孔刀轻碰一下端面,在刀补000版面,把光标移动到与刀号相同的号数,输入Z为0;用镗孔刀轻车一刀内孔,Z方向推出,测量内孔的尺寸。例如15.3,在相同的刀号下,输入X15.3即可。(3)钻孔的方法见图7-12钻孔时走刀方向、路线示意图。钻头从加工原点快速移动到G00定位点,以切削速度切削一个Q值后,退一个R(e)值,再进一个Q值,退一个R(e)值,如此反复,一直切削到X、Z尺寸,再快速G00位置。(4)车孔的方法见图7-12车孔时走刀位方向、路线示意图。①刀具从加工原点快速移动到G00定位点。②向Z方向切削一个Q值,退一个R(e)值,再切削一个Q值,退一个R(e)值,一直循环切削到Z的尺寸。③退一个R(△d)值,再返回到G00定位点的Z位置。④进一个P值(X方向),再以切削速度切削一个Q值,重复步骤①和②,直到切削到终点坐标X、Z尺寸。⑤快速返回到G00起点位置。注:钻孔时,也可以把钻头在尾座,同普通车床一样用手动方式钻削。三、编程举例(教师启发,学生回答,共同完成编程过程。)例1:采用深孔钻削循环功能加工图7-12所示深孔,试编写加工程序。其中:e=1,△k=20,F=0.1。O0001N10T0202;N20M03S600;N30G00X0Z5;N40G74R1;N50G74Z-80P100Q20F0.1;N60G00X200Z100M05;N70M30;例2:如图7-13所示,要在车床上钻削直径为10mm,深为100mm的深孔,试编写加工程序。图7-13其程序为:O0002N10T0202;N20M03S600;N30G00X0Z105;N40G74R1;N50G74Z8P1000F0.1;N60G00X50Z135M05;N70M30;四、课堂练习练习用综合训练图集中的(38)(39)(40)(41)。(分四组练习,每组编一个图)五、提问学生归纳小结1)提问:1、G74指令和G75指令的区别?2、G74指令的功能,格式及编程方法?3、使用G74指令时要注意的事项?2)小结:本课题主要是介绍G74的格式及应用,要注意G74指令的使用方法及注意事项,能够用G74编制中等复杂轴类零件的深孔数控加工程序。了解该指令使用时需要注意的事项,学生能更熟练的运用G74指令进行编程,提高了学生对G74指令的使用能力。六、布置课后作业1.综合训练图集中的(42)用G74、G90和G71切削加工。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 zisenleo
zisenleo
本文标题:课题7.5G74指令教案
链接地址:https://www.777doc.com/doc-2075854 .html