您好,欢迎访问三七文档
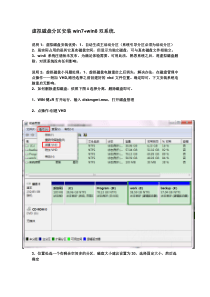
1简述压力铸造技术1.引言1.1压铸技术的起源压铸技术最早用于泥制备青铜生活器具、钱币等,后来发展了金属型制备简单的武器,如青铜箭头。金属型的大量使用在印刷机械中出现制备铅字以后,国外在1872年发明了世界上第一台最简单的手动小型压铸机,并于1920年制造出了冷室压铸机,1927年发明了立式冷室压铸机。1.2我国压铸技术的发展我国的压铸件工业化生产开始于20世纪50年代,那时靠仿制原捷克斯洛伐克和前苏联生产的500KN和1000KN卧式冷室压铸机和进口他们的立式压铸机和卧式冷室压铸机;发展到今天国内现在的压铸机厂家可生产最大的280000KN卧式冷室压铸机和4000KN以下热室压铸机及3150KN以下立式冷室压铸机。1.3近几年国际压铸技术的发展⑴压铸计算机模拟技术分析压铸过程有了大的理论突破。⑵压铸机和辅助设备方面有了很大的发展。⑶压铸产品检测方面,特别是内部缺陷的无损检测:如X射线、荧光、超声波探测等得到了发展。⑷压铸模具材料和寿命的发展。⑸快速成型设计及制造技术在压铸生产中得到应用。⑹压铸材料的发展,如镁合金及金属基复合材料。⑺压铸新技术的开发,如真空压铸、充氧压铸、局部加压压铸等2.压铸特点和应用范围2.1压铸工艺过程压力铸造(简称压铸)是在高压作用下将液态或半液态金属快速压入铸型中,并在压力下凝固而获得铸件的方法。压铸所用的压力一般为30~70MPa,充型速度可达5~100m/s,充型时间为0.05~0.2s。金属的压力铸造广泛用于汽车、冶金、机电、建材等行业。目前90%的镁铸件和60%的铝铸件都采用压力铸造成型。金属液在高压下以高速填充铸型,并在压力下冷却,是压铸区别于其他铸造工艺的重要特征。压力铸造的主要工序可分为:合型、压射、顶出三个阶段。压铸机的主要结构简图如图2-1所示。2图2-1压铸机主要结构简图1—拉杆;2—合模座;3—动模座;4—定模座;5—压铸模2.2压铸的特点(1)优点①生产率高,压铸机没小时可压铸50~150次,甚至有的可达500次;便于实现自动化或半自动化;②铸件的尺寸精度高,标准公差可达IT8~11;表面粗糙度低,Ra=0.8~3.2,可直接铸造出螺纹;③由于在压力下凝固,且速度快,因此,铸件晶粒细小、表面紧实、强度和硬度高;④便于采用镶铸法(嵌铸法)。(2)缺点①压铸时由于液态金属填充速度高,液态不稳定,故采用一般压铸法时,铸件易产生气孔,不能进行热处理;②对内凹复杂的铸件,压铸较为困难;③高熔点合金(如铜,黑色金属),压铸型寿命较低;④不宜小批量生产,其主要原因是压铸型制造成本高,压铸机生产效率高,小批量生产不经济。2.3压铸应用范围和注意点①压铸是实现少无切削加工的精密铸造技术,在汽车、航空、仪表、国防等工业部门广泛用于非铁金属的小型、薄壁、形状复杂件的大批量生产。②铸件壁厚均匀,以3-4mm的壁厚为宜,最大壁厚应小于8mm,以防止缩孔、缩松等缺陷。③铸件不宜进行热处理或在高温下工作,以免铸件内气孔中的气体膨胀而导致铸件变形或断裂。④由于内部疏松,铸件塑性和韧性差,故它不适合于制造受冲击的零件。⑤铸件应尽量避免机械加工,以防内部孔洞外漏。33.压力铸造的种类根据压力机的不同,压力铸造可分为冷室压铸和热室压铸两大类型。而按压铸机压力传递方式可分为立式和卧式两种。冷室压铸机的压室与保温坩埚炉是分开的,压铸时从保温坩埚中舀取金属液倒入压铸机上的压室后进行压射。而热室压铸机的压室和保温坩埚连成一体。3.1卧式冷室压铸卧式压铸机的压室和压射机构处于水平位置。其工作原理及过程如图3-1所示。(c)压射室充满(d)压射完毕图3-1卧式冷室压铸机工作过程整个过程经浇注,冲头前进、压射开始,压射室充满,压射完毕等工序。这些过程又可分为慢速压射(封孔)、一级快速压射(填充)、二级快速压射、增压等几个阶段。在压铸过程中,冲头所受的压力与速度变化如图3-2所示。多级压射的主要目的是减少压铸过程中气体的卷入,提高压铸件的致密性和质量。由3-2图可以看出在第Ⅰ阶段速度较慢,这个阶段主要是封孔阶段,除了封住浇注孔外还可以将压室里的气体排出;该阶段的压力主要是抵抗压射冲头和压实还有压射冲头和活塞之间的摩擦力。第Ⅱ阶段是一级快速压射阶段,该阶段主要是填充阶段,速度较快,由于金属液还没有进入到型腔中,因此,该阶段压射冲头压力仍较小,在这个阶段后期速度突然下降,而压力骤升,主要是由于金属液在浇注口突然改变流动方向,冲头受金属液回流导致压力升高。第Ⅲ阶段为二级快速压射阶段,该阶段主要是将金属液压入到型腔中,由于水锤作用,该阶段压射冲头所受压力较大。第Ⅳ阶段为增压阶段,该阶段主要是压射正在凝固的金属液,是形成的铸件晶粒细小,组织致密;这时压射冲头只做小位移移动。4图3-2压铸不同阶段压射冲头的压力与运动速度的变化卧式冷室压铸广泛用于铝合金的压铸。其压铸过程示意图如图3-3。图3-3卧室压铸机压铸过程示意图1—浇道;2—型腔;3—金属液浇入口;4—金属液;5—压射冲头;6—动模;7—定模;8—顶杆;9—铸件及涂料3.1.1卧式压铸优点:①结构简单,操作程序少,生产效率高,易实现自动化;②金属消耗少;③能量损失少,使用更为广泛。3.2立式冷室压铸立式冷室压铸机的压室和压射机构是处于垂直位置的。其压铸过程示意图如图3-4所示。由3-4图可以看出,和卧式冷室压铸最大的优点是立式冷室压铸多了一个返料冲头。其工作原理为:开始阶段时,返料冲头8上升将喷嘴口6挡住,然后往压射2中加入适量金属液,其后压射冲头1慢慢向下压入,同时返料冲头8下降,5这时金属液从喷嘴压入型腔7,整个压射过程结束。待金属液凝固后压射冲头1上升,同时在液压驱动下返了冲头上升,并切断余料9,送出压室。图3-4立式压铸机压铸过程示意图1—压射冲头;2—压室;3—金属液;4—定模;5—动模;6—喷嘴;7—型腔;8—返料冲头;9—余料3.2.1立式压铸优点:①有余料切断、顶出功能;②空气不易随金属进入压室;③金属液进入型腔经过转折,压力消耗大。3.3热室压铸热室压铸的工作过程如图3-5所示。当压射冲头3上升时,金属液1通过进口5进入压室4,随着压射冲头下压,液体金属沿着通道6经喷嘴7填充铸型8;冷却后压射冲头回升,多余的液体金属回流至压室中,然后打开铸型取出铸件。热室压铸机的特点是生产工序简单、生产效率高、易实现自动化,金属消耗少、工艺稳定、无氧化杂物、铸件质量好;但由于压室和冲头长时间浸泡在高温金属液中,影响使用寿命,常用于锌合金压铸。图3-5热室压铸机压铸过程示意图1—金属液;2—坩埚;3—压射冲头;4—压室5—进口;6—通道;7—喷嘴;8—铸模6图3-6热室压铸机结构示意图1—金属液;2—坩埚;3—压射冲头;4—压射室;5—进口;6—通道;7—型腔;8—返料冲头3.4压铸机的选择实际生产中并不是每台压铸机都能满足压铸各种产品的需要,而必须根据具体情况进行选用,一般应从下述两方面进行考虑:(1)按不同品种及批量选择在组织多品种,小批量生产时,一般要选用液压系统简单,适应性强,能够快速进行调整的压铸机,在组织少品种大量生产时,要选用配各种机械化和自动化控制机构的高效率压铸机;对单一品种大量生产的铸件可选用专用压铸机。(2)按铸件结构及工艺参数选择铸件外形尺寸,重量,、壁厚等参数对选用压铸机有重要影响。铸件重量(包括浇注系统和溢流槽)不应超过压铸机压定的额定容量,但也不能过小,以免造成压铸机功串的浪费。一般压铸机的额定容量可查说明书。压铸机都有一定的最大和最小型距离,所以压型厚度和铸件高度要有一定限度,如果压铸型厚度或铸件高度太大就可能取不出铸件。4压力铸造技术新发展压铸件的主要缺陷是气孔和疏松,通常不能进行热处理。为了解决此问题,目前主要有两个途径:一是改进现有设备;二是发展特殊压铸工艺,如真空压铸,充氧压铸等,下面逐一介绍。4.1真空压铸为了减少或避免压铸过程中气体随金属液高速卷入而使得铸件产生气孔和疏松,压铸前采用对铸型抽真空压铸最为普遍。根据压室和型腔内的真空度大小又可将真空压铸分为普通真空压铸和高真空压铸。(1)普通真空压铸即采用机械泵抽空压铸模腔内的空气,建立真空后注入金属液的压铸方法该方法。该方法是在动模座和动模座之间用一个密封的真空罩连接,然后通过机械泵将整个真空罩中的气体抽出。真空罩如图4-1所示。7图4-1真空罩安装示意图1—真空罩;2—动模座;3—动模安装板;4—定模安装板;5—压铸模;6—抽气孔;7—弹簧垫衬(2)高真空压铸高真空压铸的关键是能在很短的时间内获得高真空。图4-2为吸入式高真空压铸机的工作原理图,它采用真空吸入金属液至压室内,然后进行快速压射,可获得较高的压铸真空度。图4-2吸入式高真空压铸机的工作原理图高真空压铸的原理:压铸工作前,先从抽真空管将整个压室和型腔中的空气抽出,这个抽真空过程速度一定要尽可能快,使得坩埚中的金属液和压室产生较大的压力差,从而使得坩埚中的金属液体沿着升液管进入压室,接着压射冲头开始向右进行压射。4.1.1真空压铸法的优点①真空压铸法可以消除或减少压铸件内部的气孔,提高压铸件的机械性能和表面质量,改善镀覆性能;②真空压铸法大大减少型腔的反压力,可使用较低的比压及铸造性能较8差的合金,有可能用小机器压铸较大的铸件;③可以改善填充条件,可压铸较薄铸件;4.1.2真空压铸法的缺点①密封结构复杂,制造及安装困难;②真空压铸法若控制不当,压铸效果不明显。4.2充氧压铸充氧压铸是将干燥的氧气充入压室和压铸模型腔内,以取代其中的空气和其他气体。充氧压铸工艺原理图如图4-3所示。充氧压铸仅适用于铝合金。当铝合金液体压入压室和压铸模型腔时与氧气发生化合反应,生成AL2O3,形成均匀分布的AL2O3小颗粒(直径在1um以下),从而减少或消除了气孔,提高了铸件的致密性。这些小颗粒分散在铸件中,约占总质量的0.1%-0.2%,不影响机械加工。图4-3充氧压铸工艺原理4.2.1充氧压铸的特点消除或减少了铸件内部的气孔,强度提高了10%、伸长率增加了1.5-2倍,铸件可进行热处理;AL2O3有防腐蚀作用,充氧压铸件可在200-300℃的环境中工作;与真空压铸相比,充氧压铸的结构简单、操作方便、投资少。局限性:1.必须使用润滑剂或固体粉末脱模;2.氧气置换和除去水分的时间稍长;3.铸造合金中Fe和Mn的含量要适当;4.熔液和氧气完全反应下的铸造条件优化比较难。4.3精、速、密压铸精、速、密压铸(双压射冲头)时采用一种由两个套在一起的内外压射冲头。在开始压射时,两个压射冲头同时前进;当充填完毕,型腔达到一定压力后,限时开关启动,内压射冲头继续前进,补充压实铸件。这种方法的基本特征是:1)内浇口较厚,一般为3~5mm;2)充填速度较低,一般为4~6m/s;3)压铸后用内压射冲头补充加压。此时比压是3500KN~10000KN,内压射冲头的行程为50~150mm。4)控制铸件的凝固。4.4定向、抽气、加氧压铸定向、抽气、加氧压铸实质上是一种真空压铸和加氧压铸相结合的工艺。工艺过程是,在液体金属充填型腔之前,先将气体沿液态金属填充的方向以超过充填的速度抽空,使金属液顺利地充填;对有深凹或死角的复杂铸件,在抽气的同9时进行加氧,以达到更好的效果。4.5半固态压铸半固态压铸是当液态金属在凝固时,进行强烈的搅拌,并在一定的冷却速率下获得约50%甚至更高的固体组分的浆料,用这种浆料进行压铸。半固态压铸与全液态金属压铸相比有如下优点:1)由于降低了浇注温度,而且半固态金属在搅拌时已有50%的融化潜热散失掉,所以大大减少了对压室、压铸型腔和压铸机组成部件的热冲击,因而可以提高压铸模面得使用寿命。2)由于半固态金属粘度比全液态金属大,内浇口处流速较低,因而充填时少喷溅,无湍流,卷入的空气少;由于半固态收缩小,所以铸件不易出现疏松、缩孔,故提高了铸件质量。5.典型压铸零件举例压铸是最先进的金属成型方法之一,是实现少切屑,无切屑的有效途径,应用很广,发展很快。目前压铸广泛用于有色金属如锌、铝、镁和铜等合金。压铸制品主要有车辆零部件,以齿轮盖及箱盖为主,
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 2342007
2342007
本文标题:简述压力铸造技术
链接地址:https://www.777doc.com/doc-2096628 .html