您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 电气安装工程 > 第2章汽车构件常用热处理应用.
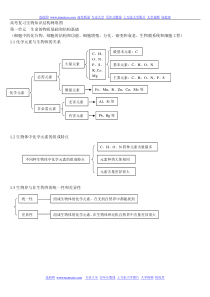
•复习:•1、汽车常用材料有哪些•2、金属材料的性能有哪些•新课内容•1、退火与正火•2、淬火•3、回火•4、表面淬火•5、渗碳和渗氮第2章汽车构件常用热处理应用学习目标:1.了解热处理的作用和热处理的基本要素及热处理的基本类型;2.理解钢的临界转变温度;3.掌握零件的退火与正火工艺的目的;4.理解零件的淬火和回火分类方法;5.了解表面淬火和化学热处理种类能力要求:1.能为汽车传动零件选择热处理方法;2.能结合实际为汽车变速器齿轮选择热处理方法第2章汽车构件常用热处理应用•2.1热处理的基本概念•2.2汽车零件热处理基本工艺及应用•2.3其它热处理方法简介第2章汽车构件常用热处理应用在整个汽车机械中,约30%-40%的零件要经过热处理,而汽车机械用的工具、量具、轴承等则100%要进行热处理。汽车机械上的零部件需要通过热处理工艺来改善其力学性能,发挥材料潜能,延长使用寿命。总之,凡是重要的零件都必须进行适当的热处理才能满足零件的质量要求,热处理工艺在汽车机械零件与维修中占有很重要的意义。•2.1.1热处理的作用•2.1.2热处理的基本要素•2.1.3热处理的基本类型•2.1.4钢的临界转变温度2.1热处理的基本概念第二章汽车构件常用热处理应用一、热处理?热处理是将固态金属或合金在一定介质中加热、保温和冷却,以改变材料整体或表面组织,从而获得所需性能的一种工艺。常用热处理工艺可分为普通热处理(退火、正火、淬火和回火)和表面热处理(表面淬火和化学热处理)。热处理工艺由加热、保温、冷却三个阶段所组成,可用温度-时间坐标系中的曲线图表示,这种曲线称为热处理工艺曲线。1、目的热处理的目的——改变钢材内部的组织结构,充分发挥钢材的潜力,提高零件的使用性能和延长使用寿命。2、热处理设备*3、热处理方法钢的热处理方法——分为退火、正火、淬火、回火、渗碳、渗氮和碳氮共渗等。2.1热处理的基本常识*一、热处理的作用*金属材料的热处理通常指的是将金属材料加热到相变温度以上发生相变,再施以不同的冷却方法使金属的组织发生相变的工艺过程。热处理方法机械性能σb(Mpa)σS(Mpa)δ%ψ%aKJ/cm2退火(随炉冷却)600-700300-35015-2040-5032-48正火(空气中冷却)700-800350-45015-2045-5540-64淬火(水冷+低温回火)1500-18001350-16002-310-1216-24淬火(水冷+高温回火)850-900650-75012-1460-6696-112二、热处理的基本要素热处理工艺中三大基本要素是:加热、保温、冷却。钢的热处理工艺曲线图1.普通热处理退火、正火、淬火和回火2.表面热处理感应加热表面淬火、火焰加热表面淬火、电接触加热表面淬火、渗碳、氮化和碳氮共渗3.其它热处理可控气氛热处理、真空热处理和形变热处理等三、热处理方法按照零件加工过程中的顺序和作用不同,热处理工艺还可以分为预备热处理和最终热处理四、钢的临界转变温度实际加热时,钢的组织转变总是滞后的,冷却时也是如此。加热时高于状态图上的临界点、冷却时低于临界点。随着加热和冷却速度的增加,滞后现象越严重。通常把加热时的临界温度标以字母“C”,如AC1、AC3、Accm等;把冷却时的临界温度标以字母“r”,如Ar1、Ar3、Arcm等1A1A亚共析钢中是珠光体和网状铁素体,0.0218%--0.77%共析钢中一般是纯珠光体,0.77%过共析钢中是珠光体和渗碳体,0.77%钢在加热和冷却时的临界温度2.2汽车零件热处理基本工艺及应用•2.2.1退火与正火•2.2.2零件的淬火•2.2.3钢的回火(一)退火•将钢加热至适当温度保温,然后缓慢冷却(炉冷)的热处理工艺叫做退火。•1、退火目的⑴调整硬度,便于切削加工。适合加工的硬度为170-250HBW。⑵消除内应力,防止加工中变形。⑶细化晶粒,为最终热处理作组织准备。一、退火与正火2.2汽车零件热处理基本工艺及应用2、退火工艺退火的种类很多,常用的有完全退火、等温退火、球化退火、扩散退火、去应力退火、再结晶退火。⑴完全退火将工件加热到Ac3以上20~30℃保温后缓冷的退火工艺,主要用于亚共析钢.(2)球化退火球化退火是将钢中渗碳体球状化的退火工艺。它是将工件加热到Ac1+30-50℃保温后缓冷,或者加热后冷却到略低于Ar1的温度下保温,使珠光体中的渗碳体球化后出炉空冷。主要用于共析、过共析钢。•球化退火的组织为铁素体基体上分布着颗粒状渗碳体的组织,称球状珠光体,用P球表示。球状珠光体对于有网状二次渗碳体的过共析钢,球化退火前应先进行正火,以消除网状.(3)去应力退火一些铸件、锻件和焊接件会残存很大的内应力,为了消除由于变形以及铸造、锻造、焊接过程引起的残余内应力而进行的退火称为去应力退火。将工件加热至较低温度,保温一定时间后冷却,使工件发生回复,从而消除残余内应力。•二、正火•正火是将亚共析钢加热到Ac3+30~50℃,共析钢加热到Ac1+30~50℃,过共析钢加热到Accm+30~50℃保温后空冷的工艺。•正火比退火冷却速度大。正火温度2、正火的目的⑴对于低、中碳钢(≤0.6C%),目的与退火的相同。⑵对于过共析钢,用于消除网状二次渗碳体,为球化退火作组织准备。⑶普通件最终热处理。要改善切削性能:低碳钢用正火,中碳钢用退火或正火,高碳钢用球化退火.热处理与硬度关系合适切削加工硬度二、零件的淬火•淬火是将钢加热到临界点以上,保温后以大于Vk速度冷却,使奥氏体转变为马氏体的热处理工艺.真空淬火炉淬火目的是为获得马氏体组织,提高零件的硬度和耐磨性。高的强度和硬度是钢中马氏体的主要特征。危害:零件的韧性降低,同时产生很大的内应力,使零件变形和开裂。消除危害方法:淬火后,必须及时进行回火处理,以消除内应力。(一)淬火温度•1、碳钢•⑴亚共析钢淬火温度为Ac3+30-50℃。预备热处理组织为退火或正火组织。•亚共析钢淬火组织:•0.5%C时为M•0.5%C时为M+A’。65MnV钢(0.65%C)淬火组织45钢(含0.45%C)正常淬火组织•在Ac1~Ac3之间的加热淬火称亚温淬火。35钢(含0.35%C)亚温淬火组织亚温淬火组织为F+M,强硬度低,但塑韧性好.F铁素体M马氏体•⑵共析钢•淬火温度为Ac1+30-50℃;淬火组织为M+A’。•⑶过共析钢•淬火温度:Ac1+30-50℃.•温度高于Accm,则奥氏体晶粒粗大、含碳量高,淬火后马氏体晶粒粗大、A’量增多。使钢硬度、耐磨性下降,脆性、变形开裂倾向增加。•淬火组织:M+Fe3C颗粒+A’。(预备组织为P球)T12钢(含1.2%C)正常淬火组织•2、合金钢•由于多数合金元素(Mn、P除外)对奥氏体晶粒长大有阻碍作用,因而合金钢淬火温度比碳钢高。•⑴亚共析钢淬火温度为Ac3+50~100℃。•⑵共析钢、过共析钢淬火温度为Ac1+50~100℃。钢坯加热(二)淬火介质常用的淬火冷却介质有油、水、盐水、碱水等。其冷却能力依次增加。水主要用于形状简单、截面较大的碳钢零件的淬火;油一般用作合金钢的淬火;为了减少零件淬火时的变形,常用盐水作淬火介质。(三)淬火方法•采用不同的淬火方法可弥补介质的不足。•1、单液淬火法•加热工件在一种介质中连续冷却到室温的淬火方法。•操作简单,易实现自动化。适用于形状简单的碳钢和合金钢零件。各种淬火方法示意图1—单液淬火法2—双液淬火法3—分级淬火法4—等温淬火法•2、双液淬火法•工件先在一种冷却能力强的介质中冷,再在另一种冷却能力较弱的介质中发生马氏体转变的方法。如水淬油冷,油淬空冷.•优点是冷却理想,缺点是不易掌握。用于形状复杂的碳钢件及大型合金钢件。•3、分级淬火法•在Ms附近的盐浴或碱浴中淬火,待内外温度均匀后再取出缓冷。可减少内应力,用于小尺寸工件。盐浴炉•4、等温淬火法•将工件在稍高于Ms的盐浴或碱浴中保温足够长时间,从而获得下贝氏体组织的淬火方法。•经等温淬火零件具有良好的综合力学性能,淬火应力小.•适用于形状复杂及要求较高的小型件。五、钢的淬透性网带式淬火炉•淬透性是钢的主要热处理性能。•是选材和制订热处理工艺的重要依据之一。1、淬透性的概念M量和硬度随深度的变化•淬透性是指钢在淬火时获得淬硬层深度的能力。其大小是用规定条件下淬硬层深度来表示。淬硬层深度是指由工件表面到半马氏体区(50%M+50%P)的深度。淬硬性是指钢淬火后所能达到的最高硬度,即硬化能力.2、淬透性与淬硬层深度的关系•同一材料的淬硬层深度与工件尺寸、冷却介质有关。工件尺寸小、介质冷却能力强,淬硬层深。•淬透性与工件尺寸、冷却介质无关。它只用于不同材料之间的比较,是通过尺寸、冷却介质相同时的淬硬层深度来确定的。3、影响淬透性的因素•钢的淬透性取决于临界冷却速度Vk,Vk越小,淬透性越高。•Vk取决于C曲线的位置,C曲线越靠右,Vk越小。因而凡是影响C曲线的因素都是影响淬透性的因素.即除Co外,凡溶入奥氏体的合金元素都使钢的淬透性提高;奥氏体化温度高、保温时间长也使钢的淬透性提高。在钢的淬火过程中,易产生变形和开裂、氧化和脱碳、过热和过烧、硬度不足等淬火缺陷。•不同冷却条件下的转变产物等温退火P退火(炉冷)正火(空冷)S(油冷)T+M+A’等温淬火B下M+A’分级淬火M+A’淬火(水冷)A1MSMf时间温度淬火PP均匀A细A???三、钢的回火将淬火后的钢,重新加热到AC1以下某一温度,保温一定时间后冷却至室温的热处理工艺叫回火。淬火钢经回火后可以减少或消除淬火应力,稳定组织,提高钢的塑性和韧性,从而使钢的强度、硬度和塑性、韧性得到适当配合,以满足不同工件的性能要求。淬火后必须立即回火,其间隔时间最长也不易超过一小时。钢的回火——分类及应用根据钢件性能要求不同,按其回火温度范围,可分为以下三类:①低温回火温度范围:150~250℃之间。目的:降低应力和脆性,使钢具有高的硬度、强度和耐磨性。应用:一般用来处理要求高硬度和高耐磨性的工件,如刀具、量具、滚动轴承和渗碳件等。②中温回火温度范围:350~500℃之间。目的:回火后具有高的弹性极限和屈服强度,较高的韧性,应用:主要用于各种弹簧和模具。③高温回火温度范围:500~650℃之间。目的:使工件的强度、塑性、韧性有较好地配合,即具有高的综合机械性能。应用:适用于中碳结构钢制作的曲轴、连杆、连杆螺栓、汽车拖拉机半轴、机床主轴及齿轮等重要机器零件。调质*——淬火+高温回火称为调质。钢的回火——分类及应用2.3其它热处理方法简介•2.3.1表面淬火•2.3.2化学热处理2.3其它热处理方法简介一、表面淬火将零件快速加热到淬火温度,而不等热量传至中心就快速冷却的工艺过程。目的:达到表面硬度高、芯部韧性好。1.感应加热表面淬火1)感应加热的基本原理*2)感应加热表面淬火的分类及应用第一类是高频感应加热淬火,常用电流频率范围为200~300kHz,一般淬硬层深度为0.5~2.0mm。适用于汽车机械中小模数的齿轮及中小尺寸的轴类零件等。第二类是中频感应加热淬火,常用电流频率范围为2500~8000Hz,一般淬硬层深度为2~10mm。适用于汽车机械较大尺寸的轴和大中模数的齿轮等。第三类是工频感应加热淬火,电流频率为50Hz,不需要变频设备,淬硬层深度可达10~15mm。适用于较大直径零件的穿透加热及大直径零件的表面淬火。3)感应加热适用的材料4)感应加热表面淬火的特点一是加热温度高,升温快。这是由于感应加热速度很快,因而过热度大。二是零件表层易得到细小马氏体,因而硬度比普通淬火提高2~3HRC,且脆性较低。三是零件表层存在残余压应力,因而疲劳强度较高。四是零件表面质量好,这是由于加热速度快,没有保温时间,零件不易氧化和脱碳,且由于内部未被加热,淬火变形小。五是生产效率高,便于实现机械化、自动化。淬硬层深度也易于控制。2.火焰加热表面淬火火焰加热温度很高(约3000℃以上),能将零件迅速加热到淬火温度,通过调节烧嘴的位置和移动速度,可以获得不同厚度的淬硬层。3.其他类型的表面淬
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 airjordanl23
airjordanl23
本文标题:第2章汽车构件常用热处理应用.
链接地址:https://www.777doc.com/doc-2155101 .html