您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 模板/表格 > 浅谈西林瓶冻干破瓶及解决办法
1、浅谈西林瓶冻干破瓶及解决办法摘要:本文着重从抗生素西林瓶冻干过程中西林瓶破裂的角度分析冻干过程中破瓶原因及解决方法。1、引言真空冷冻干燥技术近几年来在国内的发展非常迅速,经过近十几年的市场竞争和优化组合,目前形成10余家冻干机专业生产厂家。制药用冻干机其技术性能已经基本成熟,国内也制定了相应的行业标准。华北制药目前用的两台冻干机,分别是BOCEDWARDS(1998年启用)和上海东富龙科技有限公司(2002年启用)的产品,通过这几年的对比,从机器的整体性能以及稳定性方面没有明显差异,最终产品的各项质量指标也基本相当,可以看出目前国内知名品牌的产品已能完全替代进口设备。从实际生产中的问题来看,自从采用了国产西林瓶后,发现冻干过程中破瓶问题相对比较突出,由此相关部门做了大量的工作,从工艺、设备、及西林瓶质量入手,终于解决了这个困扰已久的问题。2、设备制造的原因目前国产冻干机还存在着许多不足,个别企业仍然处于仿制国外冻干机的结构,没有吃透设计与制造的原理。由于综合技术素质不同、设计结构和制造工艺不同,没有统一的标准。部分厂家产品搁板平整度不好,尤其对于较大面积的搁板,在冻干结束后进行压塞时。
2、,压力分布不均匀,导致个别瓶子被压坏。3、西林瓶本身的质量这是影响冻干破瓶率的重要因素。我们知道,西林瓶在灌装之前,需经过超声波清洗和高温灭菌除热源,无论哪一道工序,对西林瓶都是一个考验。清洗中超声波的强度以及水气的冲击会对玻璃有一定影响,而隧道烘箱温度的分布不均匀容易产生骤热骤冷的情况,这更是对质量不好的西林瓶产生重大的伤害。也许外观用肉眼看不出瓶子的变化,但其有可能产生微小的裂隙,使之不足以承受后面冻干过程中的温度变化。我们以前一直使用进口HELVOET的西林瓶,偶尔也发生过破瓶现象,但几乎可以忽略不计。后来我们考虑到成本问题,开始考察国内多家厂商提供的西林瓶样品,发现在工艺不变的前提下,国内各家的西林瓶均出现程度不一的破瓶现象,严重的甚至达到10%以上,而国内最好的西林瓶的破瓶率也与进口的西林瓶相差甚远。4、冻干工艺的影响在考察西林瓶质量的同时,我们着重从冻干的工艺入手,分析了产生破瓶的原因。通常情况下玻璃瓶在均匀受热时对温度有较大的耐受范围而不碎裂,如在烤箱中烘烤,或在零下几十摄氏度的环境中冷冻。但如果同一个瓶子上的不同部位(尤其是瓶底)的温度发生骤冷或骤热的变化,形成相对较大。
3、的温差,此时瓶子各部位会受到不同的膨胀力,当这种作用力超过玻璃的承受力时,必然导致玻璃的损坏。这种情况在冷冻干燥的过程中是很容易发生的。我们在对某一抗生素品种进行冷冻干燥时,是将制剂瓶放置在冷冻干燥机干燥箱内的搁板上开始进行,搁板内充满导热介质,由外部的设备控制温度。在产品的预冻期,由于此时是在大气压的情况下降低温度,热传递以传导、对流和辐射三种方式进行,玻璃瓶各部的温差不大,一般不会使玻璃瓶破碎。由于在低真空状态下进行,热传递主要以辐射和传导方式进行,对流作用非常微弱,可以忽略不计。对搁板加温会直接作用于玻璃瓶的上部,上搁板对制品的热辐射也只作用于玻璃瓶的上部。而制剂药柱部位在传导导热受阻、接受的辐射导热比较微弱,对流导热基本不存在的情况下,基本保持原来的低温状态,这样,玻璃瓶的底部与瓶体产生温度差异。而药柱部位的瓶体只接受少量的热能,且有一部分能量由于水分的升华吸热而抵消,因此瓶体的温度最低。此时,压强越低,升温越快,药柱厚度越高,温差就越大,瓶壁受力也就越强,进而那些质量较差的或有缺陷的玻璃瓶就会首先脱底和碎裂,其碎裂数量、破碎程度均与温差、形成温差的速率相关。解决碎裂和脱底问题。
4、的关键是缩小玻璃瓶各部分的温差,在冻干工艺曲线上体现的就是缩小搁板温度曲线与样品温度曲线之间的温度线间隔。这在实际操作中可以通过真空控制和温度控制来实现。先将样品预冷至共晶点以下20℃,保持温度1小时,当冷凝器温度达到-60℃以下后,整个系统抽真空,待达到预定值后即开始升温干燥。此时搁板温度设定高于样品15℃,同时调节主蝶阀,提高干燥室内的蒸汽压强,以利于加强对流传热作用,加快热传递过程,促使样品温度跟随搁板温度而升高。当压强升高后,密切注意气压和温度变化,保证样品和搁板之间的温度差处于10至15℃的范围内。此时样品的温度曲线尽量加快向共晶点靠近,在共晶点以下5℃左右快速升华,进而完成主干燥。在此基本完成制剂主干燥后,此时可快速加温,使搁板温度直接达到所设定的数值。因为玻璃瓶内的水分已基本升华完毕,影响温度均化的因素已不存在,即使温差大于20℃,也不会使玻璃瓶碎裂。待搁板温度曲线与样品温度曲线重合后进行保温干燥,最后完成冷冻干燥的全过程。通过一年多来的冷冻干燥工作实践,利用上述方法调整温度,在升华过程中保证样品温度和搁板温度之间的温差小于15℃,这样,既缩短了冷冻干燥的周期,同时又完全。
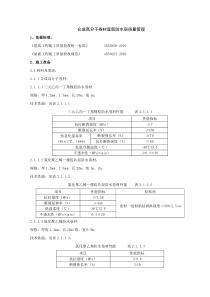
5、解决了冷冻干燥过程中玻璃瓶碎裂和脱底的问题。以下是华北制药使用几种西林瓶在工艺调整前后的破瓶率统计(一共统计10批,每批约15000支)使用原冻干工艺平均进箱数平均破瓶数破瓶率HELVOET16128150.09%某国产瓶A161287234.48%某国产瓶B1612810896.75%某国产瓶C161286373.95%使用改进后的冻干工艺平均进箱数平均破瓶数破瓶率某国产瓶A161282461.52%某国产瓶B161283151.95%某国产瓶C161281260.78%经过比较,现在使用某国产瓶C,用改进后的冻干工艺,把破瓶率控制在相对比较理想的范围内,今后这方面还有许多工作可以做,相信这个指标还可以做得更好。5、结束语由于不同产品的冻干工艺不尽相同,我们只是对某一抗生素产品冻干过程的破瓶问题进行了探索,尤其对于附加值较高的产品,每一支的破损都意味着利润的大幅降低,希望本文能够给相关药友带来一些有益的思考。。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![财务会计-第16章债务重组(zheng,3[1].26)](/doc-464999.png)
 清风狂风
清风狂风
本文标题:浅谈西林瓶冻干破瓶及解决办法
链接地址:https://www.777doc.com/doc-2227497 .html