您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 油缸缸体内孔加工工艺的改进黄建素
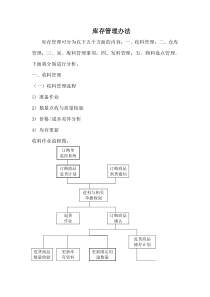
1国家职业资格一级(高级技师)认定专业技术论文工艺探析关键词:NPTF螺纹特性检验方法加工方法工种:数控机床操作调整工单位名称:余姚市隽利五金厂撰写人:单城坤交稿日期:2015年10月26日油缸体内孔加工工艺的改进2摘要:在车床加工工程中,孔的加工有钻孔、镗孔,(内圆)与外圆加工有所不同,内圆比外圆加工刀具悬伸长,镗刀的刚性下降,内圆加工排屑困难,切屑容易裹住刀杆,由于切屑难以顺利排出导致内圆加工时切削热难以散发,所以在车加工内孔时,就必须在这几点加以改进。关键词:钻孔;内孔车削;刀具;工艺改进前言:一、钻孔钻削覆盖了用金属切削刀具在工件上切削圆柱孔的方法。钻削和后续的加工工艺相关,例如套孔、扩孔、铰孔与镗削。所有这些工艺的共同特点是旋转主运动和线性进给运动相结合。现代刀具使实体孔的切削可以在单一工序中完成,一般不需要预先加工中心孔或引导孔。3图1针对图纸要求,选择合适的钻头,根据样本,选择可转位刀片钻头(即U钻)。可转位刀片钻将钢制钻柄的韧性和硬质合金刀片的耐磨性结合在一起,钻头的寿命很长。由于本公司所用机床已是即将淘汰的老式带齿轮箱普通车床,输出扭矩大,精度低,对此,需要对钻头的夹持与机床的进给机构做适当修改。根据:Vc=∏Dn∏:圆周率(3.14)D:钻头直径(MM)n:转数(转/分钟)P=KD2n(0.647+17.29f)x10-6P:切削功率(KW)K:材料系数(见下图)D:钻头直径(MM)f:进给量(mm/转)n:转数(转/分钟)n=120/3.14*49≈770f=6*106/2.1*49*49*770-0.647=0.054图2选择转速,进给量。首先是钻头的夹持,在原机床的横向拖板上面置一块足够高度的钢材,底下用M12螺栓固定,并打上定位销,在机床主轴夹具上夹持钻头反向在上面的钢件上钻孔,并镗孔,孔径40H7,锁紧横向拖板或记下刻度,用于保准钻头与工件同轴。接下来是对紧急机构进行改进,在走刀箱拨叉处加装行程开关,这样用来控制孔的深度。表1切削参数5钻速进给量单件耗时(MIN使用寿命班产量单件刀具成本HSS麻花钻2000.19600361U钻(双刀片)6000.13250800.4注:由于机床功率不够大,使用U钻时,钻速过低,影响刀具寿命和进给量,U钻刀片优势还未完全发挥,经过试用,与原先使用φ49HSS钻头进行比较,成本大幅度下降,却效率提高2倍。二、加工工艺数控车床跟普通车床一样,可以用大多数外圆车削的工艺方法来车削加工内孔,此时,刀具是固定的。进行外圆车削时,工件长度及所选的刀具尺寸不会对刀具悬伸产生影响,因而能够承受在加工期间的切削力。进行内孔车削时,由于孔深决定了悬伸,因此,零件的孔径和长度对刀具的选择有很大的限制。1、适用于所有加工的一般原则是:总是使刀具悬伸最小并选择尽可能大的刀具尺寸,以获得更高稳定性和精度。但使用更大镗杆直径时,稳定性便得以增强,由于受零件孔径所允许的空间限制,这种可能性也常受到限制,因为必须考虑到排屑和径向移动。在镗削中,由于这些限制会影响稳定性,所以在制定生产计划和进行准备时,必须进行一些额外的准备。为工序选择合适的镗杆、正确的进行应用和正确的进行夹紧会减少刀具变形、将振动最小化以提高孔的质量。2、镗削加工的切削力分析。当刀具正在进行切削时,切向切削力6和径向切削力将使刀具偏斜,而使刀具远离工件。切削力将试图强行压下道具,并使刀具远离中心线,这样,还将减小刀具的后角。所以在镗削加工时要保持足够大的后角以避免刀具与孔壁的干涉。刀片槽型对镗削效果呈有着决定性的影响,这是因为较大正前角槽形意味着较低的切削力,精加工时尽可能选择较大正前角刀片。镗削刀具的主偏角将影响径向力、轴向力以及合成力的大小和方向。较大的主偏角会产生较大的轴向切削力,而较小得主偏角则导致较大的径向力,轴向切削力通常不会对加工又加大的影响。因此选择较大的主偏角是有利的。通常,在镗削工序中,加大刀尖半径,将会加大径向和切向切削力,并且还会增大振动趋势的风险。另一方面,刀具在径向上的偏斜会受到切削深度与刀尖半径之间相对关系的影响。当切削深度小于刀尖半径时,径向切削力随着切削深度的加深而不断增加。选择刀尖半径的法则是刀尖半径应稍小于切削深度。这样可以时径向切削力最小。同时使用可能的最大的刀尖半径可获得更坚固的切削刃、更好的表面纹理及切削刃上更均匀的压力分布。因此在粗加工是选择R0.4的正前角金属陶瓷刀片(CNMG120404-MT,CT3000),而热处理后选物理涂层刀片(TPMT110304-PSAH7250)比较符合上述要求。镗杆的偏斜取决于镗杆材料、直径、悬伸、径向和切削力以及镗杆在机床中的加紧。针对工件要求,在粗加工时,由于孔深与孔径比大,并且,切屑量大,可能引起堵塞,就用弹簧钢60SI2MN自行制作柄径前部小后部粗壮的锥形刀杆,同时在不影响刀杆刚性的前提下在7刀杆前部的底下和侧面位置去除部分材料,以减轻刀杆头部重量并利于排屑,并在刀杆上面铣出水槽。由原来的普通车床一人一机加工改到现在一人操作两台的数控车床,实际工作效益成倍增长。图3在精加工时,由于工件要求比较高,最后用硬质合金抗震刀杆替换原来的普通刀杆,以车代磨,在保证产品质量的前提下省工省时。这就是这次油缸缸体的工艺改进过程,从原来的HSS麻花钻U钻,从原来的普车粗车到现在的数控车内孔车削,以车代磨的过程。加工好的成品图三、结论四、参考文献
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 melon530
melon530
本文标题:油缸缸体内孔加工工艺的改进黄建素
链接地址:https://www.777doc.com/doc-2257269 .html