您好,欢迎访问三七文档
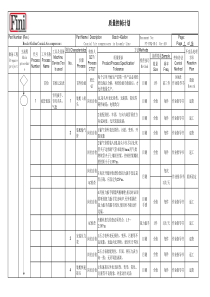
三阶文件制造一部冲压标准作业规范文件編號HC-WI-06-104版次A/0版生效日期2009.7.31頁次第1頁共5頁批准﹕審核﹕編制﹕高贤勇深圳市霍尼卡姆机电设备有限公司ISO9001:2000冲压标准作业规范三阶文件制造一部冲压标准作业规范文件編號HC-WI-06-104版次A/0版生效日期2009.7.31頁次第2頁共5頁深圳市霍尼卡姆机电设备有限公司ISO9001:2000一、目的为了规范作业员的工作行为,防止由于人为的疏忽造成的产品的返修、报废,推动作业的标准化、规范化。二、范围制造运营部制造一部冲压组全体员工。三、内容1.组长在分配工作任务时,要根据作业员的技能、经验,并将该产品的加工注意事项、产品的品质要求向作业员交代清楚。2.作业员在开始作业前必须按要求佩戴好劳保用品。3.作业员在接受到组长的生产任务后,须审查图纸,了解该产品的加工要求,确认产品的材料种类及厚度,看工程图与原图材料要求是否一致,若有异常,须立即报告给组长确认。4.找到所要使用的材料,并确认材料的种类、厚度、外观是否符合图纸的要求。5.在审清图纸的各项要求后,根据图纸上的模具编号,找到相应的模具,并检查是否为该产品的模具;如有异常须报告给当班组长。6.根据产品及模具选择适合吨位的机床。7.借出模具后,根据《冲压安全操作规范》开始架模:7.1.检查机床安全装置是否完好:光电装置、脚踩开关(不开启);7.2先将行程旋钮旋至寸动;7.3.打开机床控制电源,按下主电机启动按钮,松开紧急停止按钮;7.4.将滑块调至行程下死点;7.5.测量模高后选用合适的垫铁或调节滑块深度;8.首件作业8.1.适当调节模具切入深度,生产出合格产品;8.2.将滑块螺栓锁紧;8.3.根据《制一部首件作业检验规范》进行首件检验;8.4.将图纸、首件检验单挂在机床侧面;9.首件作业合格后,开始进行批量生产。10.产品加工过程中,作业员要轻拿轻放,禁止拖拉产品,同时保证生产现场的整齐、纸皮干净。11.在产品加工过程中,每隔10件要自检该零件的尺寸是否受控,外观是否有缺陷。若有异常,须立即纠正并上报。12.在完成该零件的批量作业后,应核对数量是否与订单数相符,并填写“产品标识牌”,贴在零件的最上层的右下角。13.完成以上工作后,按照工艺要求,将零件转入下一工序,按照下工序的要求摆放到指定区域,并找下工序的相关接收人签收。三阶文件制造一部冲压标准作业规范文件編號HC-WI-06-104版次A/0版生效日期2009.7.31頁次第3頁共5頁深圳市霍尼卡姆机电设备有限公司ISO9001:200014.拆模14.1.拆下模具,确认模具是否完好,如有损坏须报告给组长;14.2.按照模具管理员的要求整齐地摆放到模具架上;14.3.将用后的扳手、垫铁等工具放回工具架;14.4.关好机床的电气。15.做好工作区域的“5S”。四、附录1.作业流程图及说明冲压工艺流程图及说明ITEMFLOW使用工具作业内容作业要求11、按技能、经验、专长分配工作任务;2、向作业员指导工艺要求、作业注意事项、品质要求;1、工作分配要合理化、均衡化;2、对工艺要求、品质要求、操作注意事项要解说到位;2手套耳塞1、根据加工产品板材特性,选择佩带的手套(劳保用品);1、在作业加工时一定要佩带劳保防护用品;2、根据板材特性选择适合的手套;3目视产品图1、审核产品加工工艺;2、审核产品工程图与客户原图的一致性;3、确认产品图上对板材要求的种类、型号、厚度等;1、注意核对工件的名称、图号;2、确认产品是否与图纸相符及产品的加工内容;3、确认工程图与原图的工艺要求、工艺尺寸、技术要求的一致性;4目视产品图卡尺1、根据产品工艺图纸要求检验剪床下料尺寸、外观;2、其它工序转入产品要确认转序卡、物料标识、工程资料、QC合格标签是否齐全,数量是否准确;1、确认板材的种类、型号、厚度、工件尺寸;2、确认板材表面无划伤、生锈、腐蚀、氧化、变形等不良现象;3、转入的资料不全或不正确要立即确认;5产品图冲压模具1、根据工程图纸上的模具编号,找出相应的模具,并确认OK;2、计算该产品冲压需要使用的冲床吨位,选择适合的冲床;1、确认模具的编号是否与工程图纸及产品相符,如有异常要立即上报;2、冲床吨位计算方式:P=K*L*t*τ任务分配劳保使用工艺审核工件检验模具准备模具调试三阶文件制造一部冲压标准作业规范文件編號HC-WI-06-104版次A/0版生效日期2009.7.31頁次第4頁共5頁深圳市霍尼卡姆机电设备有限公司ISO9001:20006冲压模具辅助工具冲压模具辅助工具架模的操作及安全:1、检查机床安全装置是否完好:光电装置、脚踩开关(不开启);2、先将行程旋钮旋至寸动;3、打开机床控制电源,按下主电机启动按钮,松开紧急停止按钮;4、将滑块调至行程下死点;5、测量模高后选用合适的垫铁或调节滑块深度;1、架模必须按《冲压操作规程》作业;2、在检查中发现设备有异常要立即向组长报告,请求维修小组维修;3、操作时一定要按照作业步骤作业,不允许违规操作;71、模具调试OK后,根据产品工艺进行首件作业;2、开启红外设备装置;3、适当调节模具切入深度,首件加工;4、首件完成后将滑块螺栓锁紧;5、根据《制一部首件作业检验规范》进行首件检验;6、将图纸、首件检验单挂在机床侧面;1、作业时一定要开启红外装置;2、根据工艺图纸自检首件尺寸及外观;3、对作业中的疑问要及时提出;8卡尺首件单工程图1、首件作业完成后核对工程图及原图,自检首件、组长互检;2、填写首件报告、报检;3、IPQC对首件检测;4、贴首件合格标签;1、首件完成后,再根据工程图确认工艺、品质可行性;2、对工艺不合理、品质不合格,需检讨冲压工艺:作业顺序、冲床吨位、模具安装定位等;3、IPQC首件确认OK后,方可进行批量作业;9卡尺1、作业时确认红外装置正常运作;2、定时检查固定模具的螺钉是否松动,定位销磨损是否在受控范围内;3、在作业时严禁将手伸入到合模区内取拿工件;4、在长条料加工时,接近尾部加工要调转方向;5、在作业时放置工件一定要对正模具的定位销放置,严禁工件1、在作业时严禁私自关闭红外装置;2、要随时注意模具的使用状况,不定时进行检验;3、在合模区内拿取、放置工件要借助辅助工具,严禁将手伸入到合模区内;4、在作业中要随时注意自己的作业方式是否合理,是否按要求作业,对冲压作业严禁违规操作;批量作业模具调试首件作业首件检验三阶文件制造一部冲压标准作业规范文件編號HC-WI-06-104版次A/0版生效日期2009.7.31頁次第5頁共5頁深圳市霍尼卡姆机电设备有限公司ISO9001:2000未放到位就进行加工;6、在产品放置、送料过程中严禁碰撞、拖拉产品;7、在产品加工过程中,每隔10-15件要自检该零件的尺寸是否受控,外观是否有缺陷;8、双人或多人作业时要注意相互间的配合;5、放置工件时注意放置到位,工件未放好,严禁开启冲压信号按钮;6、产品在取放时严禁碰撞,摆放时要按物料规范放置:不能叠放、每层数量一致、方向一并且要用隔板隔开;隔离的隔板要干净7、若有异常,须立即纠正并上报;8、两人作业严禁相互间聊天、嬉笑、甚至打骂等现象;10转接本1、在工件(产品)批量作业完成后,填写产品标识卡;2、点数;1、在产品标识卡上填写产品名称、图号、数量、转入工序;2.确认完成作业良品数量与工单下料数量一致;11叉车1、按工艺流转卡上要求将工件(产品)转入下工序;2、转序要及时,完成品在本工序滞留时间不能超过1H;1.转序时要确认产品图纸、流转卡、产品标识卡、QC合格标签是否齐全;2.在转序中要注意防止产品倾斜、倒塌;121、批量作业完成后,将模具拆下摆放到模具架相应的位置;2、将本工位5S整理好;1、将模具清理干净,并确认模具是否有异常,若有异常及时报到模房修理;2.将其它的辅助工具整理好,放到指定的位置;3、整理本工位5S;五、引用文件1.《冲压安全操作规程》2.《制一部首件检验执行规范》标识填写转序5S整理
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 xl7310
xl7310
本文标题:冲床作业指导书
链接地址:https://www.777doc.com/doc-2329572 .html