您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 汇川变频器在金属分条机张力控制系统方案
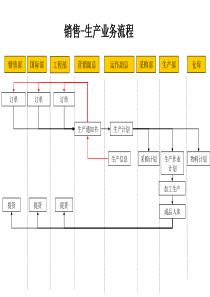
广州万纬整理汇川变频器在金属分条机张力控制系统方案摘要在分条机控制中采用张力变频调速做恒张力控制。该专用变频器具备卷经计算、惯量补偿、摩擦系数补偿、张力锥度控制。非常方便以低成本方式实现高性能、高可靠性的自动恒张力控制系统方案。关键词汇川变频器张力控制自动恒张力恒线速张力锥度一、系统组成所谓分条机,就是将大幅宽带材纵切成若干所需规格的小幅宽的带条的一种机械设备。其大概的传动示意图如下,在主牵引的驱动下,带材由放卷辊向收卷辊的方向运动,切刀辊上装有若干把切刀,带材在经过切刀辊时分切成若干的窄幅宽的带条,将分切后的带条收卷在收卷辊上,收卷方式为中心收卷。其中放卷部分由磁粉离合器控制张力,主牵引和收卷辊分别用汇川MD380和MD330变频器驱动。二、改造方案主牵引使用汇川通用变频器MD380驱动,工作在开环矢量速度模式控制下,控制分条机的运行速度,用电位器R1来调节速度的大小,其AO1端口作为运行频率的输出,作为收卷变频器的线速度给定;收卷辊使用汇川张力专用变频器MD330驱动,工作在张力开环转矩控制模式下,该工作模式下,电机需安装编码器。MD330是一种可以实现恒张力控制的变频器,变频器通过接收来自主牵引MD380变频器AO1端口输出的线速广州万纬整理度信号后进行内部的计算,可以获得料卷的实时卷径,通过算出的卷径控制变频器的输出力矩来获得恒张力控制。系统的收卷张力通过电位器R2来调节;MD330变频器为了避免在收卷时出现菜心状(尤其是薄膜和纸张),在内部计算时加入了一定的锥度计算,张力会随着卷径的变大而相应的衰减,这会是分条后的产品幅宽随着卷径的变大而越来越宽,为了避免这种情况,PLC通过通讯的方式从MD380读取料卷的当前卷径,然后根据卷径的逐渐变化线性的补偿这一部分衰减的张力,使张力保持恒定。三、方案优势1、和原系统相比,切削尺寸精度由0.5mm提高到0.2mm;2、引入线性张力补偿,提高分条产品的质量稳定性;3、系统简洁,调试简单,恒张力控制基本不受速度影响;4、分条过程张力恒定,无需人为调节张力;5、克服了磁粉收卷固有的弱点,可实现高速分条,同时提高了设备的可靠性四、客户现场图片广州万纬整理
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 liangjian9811
liangjian9811
本文标题:汇川变频器在金属分条机张力控制系统方案
链接地址:https://www.777doc.com/doc-2368253 .html