您好,欢迎访问三七文档
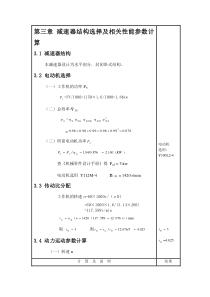
教案第20次课章节、名称第5章数控加工编程§5.4简单循环指令教学目的和要求本次课主要介绍数控车床简单循环编程指令的基本知识。使学生掌握华中数控系统的简单循环编程指令(G80、G81、G82)的使用方法,掌握指令的参数的意义及相关计算方法。1、掌握简单循环指令的意义及工作方式2、掌握G80、G81、G82的编程方法3、能够利用简单循环指令进行零件的加工重点难点重点:简单循环指令G80、G81、G82的编程方法难点:圆锥面切削循环、锥端面切削循环参数I、K的计算教学进程(含课堂教学内容、教学方法、辅助手段、师生互动、时间分配)教学内容:1、撑握简单循环指令的工作方式。2、内(外)径切削循环G80格式:G80XZF;G80XZIF;3、端面切削循环G81格式:G81XZF;G81XZKF;3、螺纹切削循环格式:G82X(U)Z(W)(I)RECPF;4、零件编程实例教学方法:课堂讲授、上机实验辅助手段:图片演示、上机操作师生互动:提问,讨论时间分配:总2学时作业布置P2555-17、5-18主要参考资料《数控技术》,曹甜东主编,华中科技大学出版社,2008《数控车床(华中数控)考工实训教程》,吴明友主编,化学工业出版社,2007课后自我总结分析简单循环指令是数控车床编程中的重要指令,它们通常是用一个程序段完成多个程序段指的加工操作,使程序得以简化。讲授本节内容时除着重讲解每条指令的功能和使用方法外,还要重点结合零件加工实例,进行编程练习和上机实践操作,让学生在动手过程中彻底掌握。1讲稿第5章数控加工编程§5.4简单循环指令华中数控系统有三类简单循环,分别是:G80,内(外)径切削循环;G81,端面切削循环;G82,螺纹切削循环。切削循环通常是用一个含G代码的程序段完成用多个程序段指令的加工操作,使得程序得以简化。下述图形中U、W表示程序段中X、Z字符的相对值;X、Z表示绝对值;R表示快速移动;F表示以指定速度移动。一、内(外)径切削循环(G80)1.圆柱面外径切削循环格式:G80XZF;X,Z:绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U,W表示.该指令执行下图所示A-B-C-D-A的轨迹动作.2.圆锥面外径切削循环格式:G80XZIF;X,Z:绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U,W表示.I:切削起点B与切削终点C的半径差,其符号为差的符号(无论是绝对值编程还是增量编程).该指令执行下图所示A-B-C-D-A的轨迹动作.2二、端面切削循环(G81)1、端平面切削循环格式:G81XZF;X,Z:绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U,W表示..该指令执行下图所示A-B-C-D-A的轨迹动作.2、圆锥端面切削循环格式:G81XZKF;X,Z:绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U,W表示..K:切削起点B与切削终点C的Z向有向距离.该指令执行下图所示A-B-C-D-A的轨迹动作.三、螺纹切削指令(G82)1.圆柱(锥)螺纹切削循环3格式:G82X(U)Z(W)(I)RECPF;X、Z:绝对编程时,为有效螺纹终点在工件坐标系中的坐标。U、W:增量编程时,为有效螺纹终点相对螺纹切削起点的增量。F:螺纹导程,即主轴每转一周,刀具相对工件的进给值。R、E:螺纹切削的退尾量,R值为Z向退尾量;E值为X向退尾量。R、E值在绝对或增量编程时都是以增量方式指定,其值如果为正,表示沿Z、X正向回退;如果为负,表示沿Z、X负向回退。使用R、E指令可免去退刀槽。R、E指令如省略,表示不用回退功能。根据螺纹标准R值一般取0.75~1.75倍的螺距,E值取螺纹的牙型高。P:主轴基准脉冲处距离螺纹切削起始点的主轴转角,默认值为0,可省略不写。I:螺纹起点B与螺纹终点C在工件坐标系下的坐标;增量值编程时,为螺纹终点C相对于循环起点A的有向距离.注意:螺纹切削循环同G32螺纹切削一样,在进给保持状态下,该循环在完成全部动作之后才停止运动.2.切削螺纹时应注意的问题1)从螺纹粗加工到精加工,主轴的转速必须保持稳定。2)在没有停止主轴的情况下,停止螺纹的切削将非常危险。因此切削螺纹时,时给保持功能无效,如果按下“进给保持”键,刀具在加工完螺纹后停止运动。3)在加工螺纹中,不使用恒定线速度控制功能。4)在加工螺纹中,径向起点(编程大径)的确定决定于螺纹大径。径向终点(编程小径)的确定取决于螺纹小径。螺纹小径d’可按经验公式d’=d-2*(0.55~0.6495)P确定。式中:d为螺纹公称直径;d’为螺纹小径(编程小径);P为螺距。5)在螺纹加工轨迹中应设置足够的升速进刀段(空刀导入量)δ1和降速退刀段(空刀导出量)δ2,以消除伺服滞后造成的螺距误差。δ1的数值与工件螺距和主轴转速有关,按经验,一般δ1取1~2倍螺距,δ2取0.5倍螺距。6)在加工多线螺纹时,可先加工完第一条螺纹,然后在加工第二条螺纹时,车刀的轴向起点与加工第一条螺纹的轴向起点偏移一个螺距P即可。7)分层背吃工量,如果螺纹牙型较深、螺距较大,可分几次进给。每次进给的背吃刀量用螺纹深度减去精加工背吃刀量所得的差按递减规律来分配。四、简单循环编程实例例1.零件如图所示,用G80指令编程,在华中数控车床CNC6130A上加工。(参考程序)4%0001T0101M03S500G00X50Z3G80X40Z-20F100X35Z-20F100X30Z-20F100X25Z-20F100X20Z-20F100X17Z-20F100G01X50Z-17F100G80X40Z-40I-3.75F100X35Z-40I-3.75F100X31Z-40I-3.75F100G00Z3G01X0Z0F100X12X16Z-2Z-20X24X30Z-40G00X50Z50M05M30
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 woshilongbi
woshilongbi
本文标题:教案-数控加工编程
链接地址:https://www.777doc.com/doc-2420991 .html