您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 手动气阀的工艺规程设计
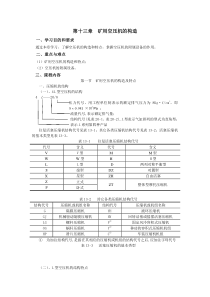
手动气阀的工艺规程设计时间:2012-03-0908:34来源:未知作者:jinhuij点击:185次一、选择毛坯由于该手动阀体在工作过程中要承受冲击载荷、交变载荷,为增强手动阀体的强度和冲击刃度,获得纤维组织,毛坯选用锻件。该手动阀体的轮廓尺寸不大,且生产类型为大批量生产,为提高生产率和锻件精度,宜采用模锻方法制造毛坯。毛坯的拔模斜度为一、选择毛坯由于该手动阀体在工作过程中要承受冲击载荷、交变载荷,为增强手动阀体的强度和冲击刃度,获得纤维组织,毛坯选用锻件。该手动阀体的轮廓尺寸不大,且生产类型为大批量生产,为提高生产率和锻件精度,宜采用模锻方法制造毛坯。毛坯的拔模斜度为5。二、确定毛坯的尺寸公差及机械加工余量由表2-10~表2-12可知,要确定毛坯的尺寸公差及机械加工余量,应首先确定如下的个项因素.1.公差等级由于手动阀体的功用和技术要求,确定该零件的公差等级为普通级.2.锻件重量已知机械加工后手动阀体的重量为0.4kg,由此可初步估计机械加工前锻件毛坯的重量为0.5kg.3.锻件形状复杂系数对手动阀体的零件图进行分析计算,可大致确定锻件外廓包容体的长度、宽度和高度,即l=70mm,b=55mm,h=38mm(详见毛坯简图);又公式(2-3)和(2-5)可计算出该手动阀体的形状复杂系数S=m/m=6.5/(lbhρ)=0.5kg/(70mmx55mmx38mmx7.8x10kg/mm)=0.44由于0.44介于0.32和0.63之间,故该手动阀体的形状复杂系数属S级。4.锻件材质系数由于该手动阀体材料为Q235,属于碳素结构钢,其平均含碳量为0.06%~0.38%,是碳的质量分数小于0.65%的碳素钢,故该锻件的材质系数属M级。5.锻件分模线形状根据该手动阀体的形位特点,选择零件的长度方向的对称面为分模面,属平直分模线,如图毛坯简图所示。根据上述诸因素,可查表确定该锻件的尺寸公差和机械加工余量,所得结果列表如下:锻件重量/kg包容体重量/kg形状复杂系数材质系数公差等级0.51.14SM普通级项目/mm机械加工余量/mm尺寸公差/mm备注长度651.6表2-101.5~2.0(上下端面分别取1.5和2)表2-13孔径Φ181.4表2-102.0表2-14中心距38±0.4表2-12中心距27±0.3表2-12孔径Φ14.41.4表2-102.0表2-14孔径Φ51.4表2-102.0表2-14三、绘制手动阀体锻造毛坯简图由上表所得结果,绘制毛坯简图如下:拟定手动阀体工艺路线一、定位基准的选择定位基准有精基准和粗基准之分,通常先确定粗基准,再确定精基准。1.粗基准的选择机械制造课程设计作为粗基准的表面应平整,没有飞边、毛刺或其他表面欠缺。选择该手动阀体的上端面和Φ18H9mm外圆面作为粗基准。采用Φ18H9mm外圆面定位加工内孔可保证孔的壁后均匀;采用上端面加工下端面,为后续工序准备好精基准。2.精基准的选择选择手动阀体的下端面和Φ18H9mm孔作为精基准。零件上的很多表面都可以采用它们作为基准加工,即遵循了“基准统一”的原则。Φ18H9mm孔的轴线是设计基准,选用其做精基准实现了设计基准和工艺基准的重合。选用下端面作为精基准是遵循了“基准重合”的原则,因为该手动阀体的在轴向方向上的尺寸多以该端面为设计基准。二、表面加工方法的确定手动阀体零件各加工表面的加工方案如下:加工表面尺寸精度等级加工方案备注气阀上端面IT12粗铣表1-8气阀下端面IT11粗铣-半精铣表1-8气阀中心孔IT9钻-铰表1-8三、加工阶段的划分该手动阀体的加工精度要求不高,可将加工阶段划分成粗加工和半精加工两个阶段。在粗加工阶段,首先将精基准准备好,使后续工序都可以采用精基准定位加工,保证其他加工表面的精度要求;在半精加工阶段,完成气阀下端面的加工,完成气阀中心孔的钻、铰加工。四、工序的集中与分散机械课程设计总结选用工序集中的原则安排阀体的加工工序。该阀体的生产类型为大批生产,可以采用万能型机床配以专用工具、夹具,以提高生产率;而且运用工序集中原则使工件的装夹次数少,不但可缩短辅助时间,而且由于在一次装夹中加工了许多加工表面,有利于保证各加工表面之间的相对位置精度要求。五、工序的安排机械加工工序:1.遵循“先粗后精”原则,先安排粗加工工序,再安排精加工工序。2.遵循“先基准后其他”原则,首先加工精基准。3.遵循“先主后次”原则,先加工主要表面—阀体下端面和Φ18H9mm孔,后加工次要表面—阀体下端面和Φ18H9mm外圆面。4。遵循“先面后孔”原则,先加工阀体下端面,再加工Φ18H9mm孔。六、确定工艺路线机械课程设计心得在综合考虑上述工序顺序安排原则的基础上,下表列出了阀体的工艺路线:工序号工序名称机床设备刀具1粗铣阀体上下端面立式铣床端铣刀2半精铣阀体下端面立式铣床端铣刀3钻、铰Φ18H9mm四面组合钻床麻花钻、铰刀孔4钻Φ5mm孔四面组合钻床麻花钻5粗车Φ18H9mm外圆表面车床车刀6车2个内螺纹2M14x1.5车床车刀7清洗清洗机8终检加工余量、工序尺寸和公差的确定一、工序1和工序2——加工阀体上下端面至设计尺寸的加工余量、工序尺寸和公差的确定第1、2道工序的加工过程为:机械课程设计课题1.以上端面定位,粗铣下端面,保证工序尺寸P;2.以下端面定位,粗铣上端面,保证工序尺寸P;3.以上端面定位,半精铣下端面,保证工序尺寸P,达到零件设计尺寸D的要求,D=65±0.100mm由图所示加工方案,可找出全部工艺尺寸链,工序工艺尺寸链图
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 带头羊大哥
带头羊大哥
本文标题:手动气阀的工艺规程设计
链接地址:https://www.777doc.com/doc-2444910 .html