您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 探讨用数控车床车削出高质量螺纹的方法
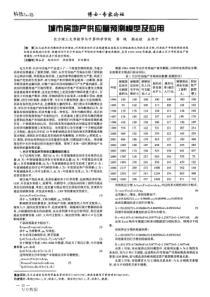
探讨用数控车床车削出高质量螺纹的方法镇江技师学院谭振芳摘要:随着机械加工行业越来越数字化,更多的机械零件都是通过人控制数控机床,自动加工出来的。本文介绍了用数控车床车削加工三角螺纹的方法,并以广州GSK980TD数控系统加工M30×2的外三角螺纹为例,进行探讨分析螺纹加工过程中应注意的问题和解决的方法。关键字:三角形螺纹车刀指令参数检测三角形螺纹是常用的机械连接零件,三角形螺纹的加工是数控加工中的一个基本操作。用数控车床车削螺纹相对于用普通车床车削螺纹来说是比较省心的,但要车好高质量的螺纹还是要经过参数工艺、刀具、编程和检测四个过程。本文以广州GSK980TD数控系统加工M30×2的外三角螺纹为例(如图1示),就如何车削出高质量的螺纹进行探讨。一、车削螺纹工件的螺纹参数和工艺要求1、确定螺纹大径、中径、小径。外螺纹大径(公称直径d)一般应车得比基本尺寸小0.2~0.4mm(约0.13P),保证车好螺纹后牙顶处有0.125P的宽度(P是螺距)。具体数值应参照基准制来选择,基轴制的值应小些,基孔制则可大些。中径d2=d-0.6495P,在中径处螺纹牙厚和槽宽相等。小径的计算公式为:d1=d-1.3P。则在上例中的参数分别是:d=29.6~29.8,d2=28.701,d1=27.4。2、螺柱右端面要倒角至螺纹小径,左边加工退刀槽。3、确定背吃刀量。螺纹切削用量的选择应根据工件材料的螺距大小以及所处的加工位置等因素来决定。前几次的进给用量可大些,以后每次进给切削用量应逐渐减小。切削速度应选低些,粗车时每次切深0.3mm左右,最后留余量0.2mm;精车时每次切深0.1~0.2mm左右,粗精车的总切深为1.3P。经过总结,本人列出下表仅供参照。二、车刀的选择、刃磨和安装螺纹车刀的选择主要考虑刀具、形状和几何角度等三个方面。高速钢车刀用于加工塑性(钢件)材料的螺纹工件;白钢刀刃磨螺纹的车刀,适用于加工大螺距的螺纹和精密丝杠等工件;硬质合金螺纹车刀适用于加工脆性材料(铸铁)和高速切削塑性工件。车刀的几何角度有三个(1)刀尖角ε应等于牙型角,车削普通三角形螺纹是60O;(2)前角Υ一般为0O~15O,螺纹车刀的径向前角对牙形角有很大的影响,对精度高的螺纹径向前角可适当取小一些(约0O~5O);(3)后角α一般为5O~10O,因螺纹升角的影响,两后角大小应该磨成不同,进刀方向一面应稍大一些。但对大直径、小螺距的三角形螺纹,这种影响可忽略不计。刃磨车刀时要根据粗、精车的要求,刃磨出合理的前、后角。粗车刀前角大,后角小,精车刀则相反。车刀的左右刀刃必须是直线,无崩刃。刀尖角的刃磨比较困难,为保证磨出准确的刀尖角,在刃磨时用螺纹角度样板测量刀尖角(见图2)。测量时,把刀尖角与样板贴合,对准光源,仔细观察两边贴合的间隙,并以此为依据进行修磨。另外车刀磨损过大时会引起切削力增大,顶弯工件,出现啃刀现象。此时应对车刀加以修磨。车削螺纹时,为了保证牙形正确,对安装螺纹车刀提出了严格的要求。安装时刀尖高度必须对准工件旋转中心(可根据尾座顶针高度检查),车刀安装得过高,则吃刀到一定深度时,车刀的后刀面顶住工件,增大摩擦力,甚至把工件顶弯,造成啃刀;过低,则切屑不易排出,车刀径向力的方向是工件中心,加上横进丝杠与螺母间隙过大,致使吃刀深度不断自动径向加深,从而把工件抬起,导致啃刀;车刀刀尖角的中心线必须与工件严格垂直,装刀时可用样板来对刀(见图3)。如果车刀装歪,就会产生牙形歪斜(见图4);刀头伸出不能太长,一般为20~25mm(约刀杆厚度的1.5倍)。三、编写程序的方法要求广州数控G980TD系统中有G32、G92和G76三个切削螺纹的指令,加工螺纹的进刀方法有直进法(见图5)和斜进法(见图6)。因此在编程过程中不同的切削方法应选用不同的指令。G32、G92属于直进式切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,由于切削深度较大,刀刃磨损较快,从而造成螺纹中径产生误差;但其优点是加工的牙形精度较高,因此一般多用于小螺距螺纹加工。由于其刀具移动切削均靠编程完成,导致加工程序较长,但比较灵活。G76属于斜进式切削方法,因为是单侧刃加工,所以右边刀刃容易损伤和磨损,使加工的螺纹面不直;另外,刀尖角一旦发生变化,就会造成牙形精度较差。但这种加工方法的优点是切削深度为递减式,刀具负载较小,排屑容易。故此加工方法适用于大螺距螺纹的加工。由于此加工方法排屑容易,刀刃加工工况较好,在螺纹精度要求不高的情况下,此加工方法尤其方便。在加工较高精度螺纹时,可用双刀加工,即先用G76加工方法进行粗车,然后用G32加工方法进行精车,但要注意刀具起始点一定要准确,不然容易乱牙,造成零件报废。另外,在编程中螺纹刀的起点应定在大于2P处,收尾处要比螺纹长度大一些;粗、精车时螺纹刀的起点应相同;另外,由于切削力较大,所以吃刀量要小,否则可能会因工件移位导致乱牙;加工时主轴转速一般在650r/min,切削过程中不能变速,否则会乱牙;用G32或G92编程时,可走多一到两次的空刀,以提高螺纹表面的粗糙度等级。车削螺纹时,恰当地使用切削液,也可提高生产率和零件质量。举例如下:O0001;G0X100Z100;M3S650;T0101M8;G0X30Z5;(Z5,大于2P)G92X29.7Z-19F2;(z-19,要大于螺纹长度,F2是螺距)X29.6;X29.5;X27.4;X27.4;(走空刀的好处是使螺纹表面光滑)M5;M0;M3S650;T0101M8;G0X30Z5;(定位应与粗车时相同)G92X27.4Z-19F2;GOX100Z100;M30;四、检测螺纹参数检测螺纹主要测量螺距、牙型角和螺纹中径,而且这些测量要在拆卸工件、刀具前进行,发现问题才能及时补救。1、测量螺距、牙型角螺距是由车床的运动关系来保证的,用钢尺测量即可。普通螺纹的螺距一般较小,在测量时,最好量10个螺距的长度,再除以10得到一个螺距的尺寸。牙型角是由车刀的刀尖以及正确安装来保证的,一般用样板测量。也可用螺距规同时测量螺距和牙型角(见图7)。2、测量螺纹中径螺纹中径常用螺纹千分尺测量(见图8)。使用方法跟一般的外径千分尺相似。它有两个可以调换的测量头,在测量时,两个跟牙形相同的触头正好卡在螺纹的牙形面,所得到的千分尺读数就是该螺纹的中径实际尺寸。3、综合测量用螺纹环规检查三角形外螺纹(见图9)。首先应对螺纹的直径、螺距、牙形和粗糙度进行检查,然后再用环规测量外螺纹的尺寸精度。如果环规通端正好拧进去,而止端拧不进去,说明螺纹精度符合要求。对于精度要求不高的也可用标准螺母检查(生产中常用),以拧上工件时是否顺利和松动的感觉来确定。检查有退刀槽的螺纹时,环规应通过退刀槽与阶台端面靠平。总之,车削螺纹时产生的故障形式多种多样,既有设备的因素,也有刀具、操作者的因素,在排除故障时要具体情况具体分析,通过各种检测和诊断手段,找出具体的影响因素,采取有效的解决方法,车削出高质量的螺纹。参考文献1.《广州GSK980TD数控系统操作说明书》2006.3。2.丁晚景,王利荣主编,《数控实训—全国高职高专数控模具规划教材》,科学出版社,2005.8。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 gegeaimeimei520
gegeaimeimei520
本文标题:探讨用数控车床车削出高质量螺纹的方法
链接地址:https://www.777doc.com/doc-2452554 .html