您好,欢迎访问三七文档
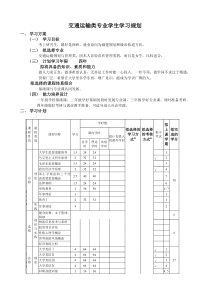
实习必答题目:请在下面题目中选择与您学员编号相关联的题目,并将题号及答案填入本表相关位置:1、钨极氩弧焊使用的气体种类及纯度?2、TIG焊引弧方法及焊接参数调节?3、钨极氩弧焊使用的无极种类及直径?4、TIG焊的电流种类、特点及可焊接材料?5、氩弧焊的钨极伸出长度?6、钨极打磨锥度要求?对焊接工艺性能的影响?7、TIG焊接时保护气体流量范围?8、单面焊双面成型打底层背部保护措施?9、TIG焊常见的缺陷?防止措施?10、TIG焊接常采用的坡口形式?题目编号:6答案:钨极打磨锥度要求:直流电时,在焊接薄板或焊接电流较小时,选用小直径钨极并将其打磨成锥角(约30º),这样,容易引弧且电弧稳定。大电流时任用锥角,末端过热熔化增加烧损,是弧柱明显扩散、漂移不稳,影响焊缝成形,例如熔宽增大、熔深减小。因此大电流时,钨极端部打磨成平顶锥角。交流电时,钨极端部打磨成半圆球形。采用纵向打磨钨极,而非横向,防止电流受约束,电弧漂移。对焊接工艺性能的影响:钨极端部的形状影响电弧的粗细,及电弧扩散倾向大小,尽而影响到焊缝的熔宽和熔深以及焊缝横断面积。除此之外,其对电流的大小、电弧形状及稳定性、焊缝成形有影响。题目编号:10答案:TIG焊接常采用的坡口形式:通常4mm以下板厚对接焊可用I形坡口,其装配间隙为零时可不加填充丝,否则需加填充丝或用卷边接头。4—6mm对接焊缝可采用I形接头双面焊,6mm以上一般需开V、U或X形坡口,钝边高度不超过3mm,装配间隙也应在3mm以内。对接、角接、搭接、T形接、端接5种接头。钨极氩弧焊焊实习报告(□IWE□IWS)姓名:实习目的:通过手工钨极氩弧焊的操作,熟悉钨极氩弧焊的工艺规范参数,了解容易产生的缺欠和预防措施,了解该方法的基本操作技能,了解手工钨极氩弧焊的工艺过程、适用范围及相关的安全规程。焊接准备:接头型式(简图)母材及规格:填充材料及规格:电源型号:焊道顺序(简图)坡口加工方法清理方法装配与点固焊焊接工艺规范参数:电流种类极性钨极种类直径(mm)焊接电流(A)电弧电压(V)气体流量(L/min)焊接缺欠:易产生的缺欠种类产生的原因预防办法安全知识:防弧光防触电防烟尘个人措施车间(工位)设施对此项实习有何感受:表1-4
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 fei19830409
fei19830409
本文标题:实习题目4TIG焊
链接地址:https://www.777doc.com/doc-2499479 .html