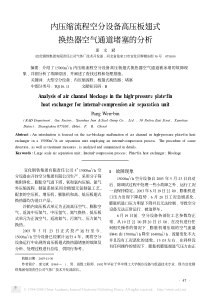
您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 外形轮廓铣削数控编程.
1、12本节重点内容:一、刀具半径补偿及其编程方法二、编制数控程序的规范性和正确性三、轮廓铣削加工用刀具知识3试在数控铣床上加工如图所示工件外形轮廓(毛坯100*100*30)任务一任务描述40806010080503054(1)工件轮廓轨迹与刀具刀位点的轨迹不一致,因此,需采用刀具半径补偿方式进行。(2)为保证加工质量。在加工过程中需要选用合适的加工刀具(包括刀具类型、刀具材料)、合适的切削用量及切削液任务二任务分析5任务三知识连接(1)刀具补偿功能:(2)刀位点:(3)刀具半径补偿:•1、刀具补偿功能6任务三知识连接(1)刀具补偿功能:为什么采用?从上节的轮廓铣削编程加工调试实例可知,系统程序控制的总是让刀具刀位点行走在程序轨迹上。铣刀的刀位点通常是定在刀具中心上,若编程时直接按图纸上的零件轮廓线进行,又不考虑刀具半径补偿,则将是刀具中心(刀位点)行走轨迹和图纸上的零件轮廓轨迹重合,这样由刀具圆周刃口所切削出来的实际轮廓尺寸,就必然大于或小于图纸上的零件轮廓尺寸一个刀具半径值,因而造成过切或少切现象。7任务三知识连接(1)刀具补偿功能:怎么办?方案一:为了确保铣削加工。
2、出的轮廓符合要求,就必须在图纸要求轮廓的基础上,整个周边向外或向内预先偏离一个刀具半径值,作出一个刀具刀位点的行走轨迹,求出新的节点坐标,然后按这个新的轨迹进行编程(如图2-1(a)所示),这就是人工预刀补编程。上节的槽形铣削就是这样编程的。这种人工预先按所用刀具半径大小,求算实际刀具刀位点轨迹的编程方法虽然能够得到要求的轮廓,但很难直接按图纸提供的尺寸进行编程,计算繁杂,计算量大,并且必须预先确定刀具直径大小;当更换刀具或刀具磨损后又需重新编程,使用起来极不方便。8任务三知识连接(1)刀具补偿功能:怎么办?方案二:为了确保铣削加工出的轮廓符合要求,使机床根据实际使用的刀具尺寸自动调整各坐标轴的移动量,确保实际加工轮廓和编程轨迹完全一致。在加工运行时,控制系统将根据程序中的刀补指令自动进行相应的刀具偏置,确保刀具刃口切削出符合要求的轮廓。利用这种机床自动刀补的方法,可大大简化计算及编程工作,并且还可以利用同一个程序、同一把刀具,通过设置不同大小的刀具补偿半径值而逐步减少切削余量的方法来达到粗、精加工的目的定义9BCDA算出点A、B、C、D的坐标,按这些点编程。按轮廓ABCD编程再加上。
3、刀补引入和刀补取消的指令刀补取消刀补引入机床自动刀补ABCD人工预刀补编程G41刀心轨迹编程轨迹编程轨迹刀心轨迹G42(c)精加工余量R精铣刀具及刀补半径d粗铣实用刀具半径R粗加工刀心轨迹精加工刀心轨迹d粗加工刀补半径Rr=R+d(b)(a)任务三知识连接图2-1刀具半径补偿10(2)刀位点:定义:所谓刀位点,是指刀具的定位基准点立铣刀、端铣刀的刀位点是刀具轴线与刀具底面的交点;球头铣刀刀位点为球心;镗刀、车刀刀位点为刀尖或刀尖圆弧中心;钻头是钻尖或钻头底面中心。任务三知识连接11任务三知识连接(3)刀具半径补偿功能:①刀具半径补偿功能根据刀具半径补偿在工件拐角处过度方式不同,刀具半径补偿通常分为B型和C型自动插入刀补路径刀心轨迹编程轨迹人工增加G39指令处理尖角B功能刀补aaa<90°a>90°C功能刀补工件尖角变钝、刀具磨损加剧12任务三知识连接(3)刀具半径补偿功能:②刀具半径补偿功能刀具半径补偿指令共有G41、G42、G40三个。其使用程序格式为:G90(G91)G17G00(G01)G41(G42)XYDG90(G91)G18G00(G01)G41(G42)XZDG90。
4、(G91)G19G00(G01)G41(G42)YZDG90(G91)G17G00(G01)G40XYG90(G91)G18G00(G01)G40XZG90(G91)G19G00(G01)G40YZ13刀径补偿指令程序就是在原G00或G01线性移动指令的格式上,加上了G41(G42、G40)...D...的指令代码。其中,G41为刀径左补偿,G42为刀径右补偿,G40为取消(解除)刀径补偿。D为刀具半径补偿寄存器的地址字,在补偿寄存器中存有刀具半径补偿值。任务三知识连接14刀补位置的左右应是顺着编程轨迹前进的方向进行判断的,如图2-1(c)所示。当用G41指令时,刀具中心将走在编程轨迹前进方向的左侧;当用G42指令时,刀具中心将走在编程轨迹前进方向的右侧。当将刀具半径设置为负值时,G41和G42的执行效果将互相替代。任务三知识连接2-1图15刀径补偿在整个程序中的应用共分刀补引入(初次加载),刀补方式进行中和刀补解除三个过程。③刀具半径补偿过程任务三知识连接刀心轨迹刀补进行中编程轨迹刀补矢量法向刀补矢量刀补引入刀补取消102050Y102050X16刀心轨迹刀补进行中编程轨迹刀补矢量法。
5、向刀补矢量刀补引入刀补取消102050Y102050X任务三知识连接图所示方形零件轮廓考虑刀补后编写的程序如下:O0003G54G90G17;由G17指定刀补平面M03S600;G41G00X20.0Y10.0D01;刀补引入,由G41确定刀补方向,由D01指定刀补大小G01Y50.0F100;X50.0;Y20.0;X10.0;G00G40X0Y0M05;由G40解除刀补M30;刀补进行中17④刀具半径补偿注意事项建立与取消程序段只能在G00或G01指令下有效为保证刀补建立与取消时刀具与工件的安全,通常采用G01,若采用G00,必须是先建刀后下刀,先退刀在取消(防止相撞)建立与取消的起始位置和终点位置最好与补偿方向在一侧,以防止过切。在刀具补偿模式下,不允许在连续两段以上的非补偿平面内移动指令,否则刀具出现过切等危险,非补偿平面内移动的指令:只有G、M、S、F、T代码段(如G90,M05,T01)和G17平面加工中Z轴移动指令任务三知识连接18⑤刀具半径补偿的应用简化编程用同一程序对零件进行粗、精加工如图2-1(b)用同一程序加工同一公称尺寸的凸、凹型面如图2-2。任务。
6、三知识连接2-1图图2-2凸凹模型19•2、数控铣床轮廓铣削刀具(1)、数控铣床用刀具材料高速钢是一种具有高硬度、高耐磨性和高耐热性的工具钢,又称高速工具钢或锋钢。高速钢是美国的F.W.泰勒和M.怀特于1898年创制的。高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,也可制造高温轴承和冷挤压模具等。除用熔炼方法生产的高速钢外,20世纪60年代以后又出现了粉末冶金高速钢,它的优点是避免了熔炼法生产所造成的碳化物偏析而引起机械性能降低和热处理变形。任务三知识连接20•2、数控铣床轮廓铣削刀具(1)、数控铣床用刀具材料硬质合金钢由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合。
7、金刀具的切削速度等于碳素钢的数百倍。任务三知识连接21•2、数控铣床轮廓铣削刀具(1)、数控铣床用刀具材料涂层硬质合金涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而获得的。涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了月牙槽磨损。涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性,切削时可比未涂层刀具提高刀具寿命3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。因此,涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。目前,切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能任务三知识连接22•2、数控铣床轮廓铣削刀具(1)、数控铣床用刀具材料陶瓷市面上的陶瓷刀大多是用一种纳米材料“氧化锆”加工而成。用氧化锆粉末在2000度高。
8、温下用300吨的重压配上模具压制成刀坯,然后用金刚石打磨之后配上刀柄就做成了成品陶瓷刀。因此陶瓷刀具备了高硬度、高密度、耐高温,抗磁化、抗氧化等特点。。任务三知识连接23•2、数控铣床轮廓铣削刀具(1)、数控铣床用刀具材料立方氮化硼立方氮化硼CBN(CubicBoronNitride)是20世纪50年代首先由美国通用电气(GE)公司利用人工方法在高温高压条件下合成的,其硬度仅次于金刚石而远远高于其它材料,因此它与金刚石统称为超硬材料。用PCBN刀片精车淬硬钢加工硬铸铁和灰口铸铁高速镗削铸件孔铰削淬硬钢或硬铸件小孔任务三知识连接24•2、数控铣床轮廓铣削刀具(2)、常用轮廓铣削刀具①面铣刀任务三知识连接主切削刃副切削刃40Gr(luoge)刀体高速钢硬质合金刀片25•2、数控铣床轮廓铣削刀具(2)、常用轮廓铣削刀具②立铣刀加工凹槽、台阶和各种互相垂直的平面,特别是加工钢和铸铁的箱体零件上的深槽用的一种刀具工作时不能沿着铣刀的轴向作进给运动。按照国家标准规定:立铣刀直径为2-50毫米,可分为粗齿与细齿两种。直径2-20为直柄范围,直径14-50为锥柄(7:24)范围。标准立铣刀有粗齿和细齿。
9、两种。粗齿立铣刀的齿数为3~4个,螺旋角β大些;细齿立铣刀的齿数为5~8个,螺旋角β小些。任务三知识连接主切削刃副切削刃高速钢4526任务三知识连接•2、数控铣床轮廓铣削刀具(2)、常用轮廓铣削刀具②立铣刀铣刀大体上分为:1.平头铣刀:进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;2.球头铣刀:进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。3.平头铣刀带倒角:可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。4.成型铣刀:包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。倒角刀:倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。T型刀:可铣T型槽;齿型刀:铣出各种齿型,比如齿轮。5.粗皮刀:针对铝铜合金切削设计之粗铣刀,可快速加工.铣刀常见有两种材料:高速钢,硬质合金。后者相对前者硬度高,切削力强,可提高转速和进给率,提高生产率,让刀不明显,并加工不锈钢/钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下容易断刀。27任务三知识连接28任务三知识连接29任务三知识连接•2、数控铣床轮廓铣削刀具(2)、常用轮廓铣削刀具③键槽铣刀键槽铣刀小螺旋角(。
10、20度),槽深,近似直线折背,和麻花钻有点相似.两齿立铣刀螺旋角大,一般30度以上外观和普通立铣刀一样.两齿立铣刀通常用于有色金属及低碳钢的粗加工,大螺旋角大容屑槽使得切削轻快,排屑流畅。30任务三知识连接•2、数控铣床轮廓铣削刀具(2)、常用轮廓铣削刀具④模具铣刀模具铣刀用于加工模具型腔或凸模成形表面。模具铣刀是由立铣刀演变而成的,按工作部分外形可分为圆锥形平头、圆柱形球头、圆锥形球头三种。硬质合金模具铣刀用途非常广泛,除可铣削各种模具型腔外,还可代替手用锉刀和砂轮磨头清理铸、锻、焊工件的毛边,以及对某些成形表面进行光整加工等。该铣刀可装在风动或电动工具上使用,生产效率和耐用度比砂轮和锉刀提高数十倍31断屑槽代号应用范围刀尖半径英制公制来源于ISO工程制图表面光洁度符号MPF-精加工M-中等加工R-粗加工U-通用加工N-负前角P-正前角S-锋利刃W-修光刃H–重加工英制:2代表2/64in.=1/32in.=0.79mm公制:08代表0.8mm粗加工中等加工精加工超精加工各厂生产的硬质合金虽然有各自编制的牌号,但都有对应国际标准的分类号,选用十分方便。补充:。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 dudaping
dudaping
本文标题:外形轮廓铣削数控编程.
链接地址:https://www.777doc.com/doc-2501801 .html