您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 塑料模课程设计1连接座成型模具设计
1、目录塑料成型工艺与模具设计课程设计任务书····················11编制塑件成型工艺卡·········································22塑件成型工艺分析与设计·····································32.1ABS特性··················································32.2塑件原材料成型性能·········································32.3塑件的结构和尺寸精度、表面质量分析·························42.4塑件成型方法确定···········································43塑件成型模具设计············································43.1型腔的数量和布置···········································43.2选择注塑机型号及其参数···················。
2、··················43.3确定分型面·················································63.4浇注系统选择和设计·········································63.5成型部件的设计计算·········································83.6排气系统设计···············································93.7模架的确定和标准件选择(示意图)·····························93.9温度调节系统设计···········································103.10推出机构(脱模)设计·······································113.11导向机构设计···············································114设计小结··································。
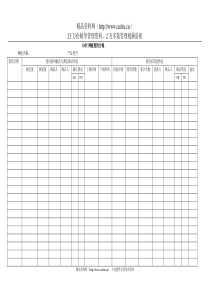
3、···················115参考文献······················································11附录(模具总装图和零件图)····································11“塑料成型工艺与模具设计”课程设计任务书课题设计名称:连接座的注射模设计塑件图:塑件名称连接座材料ABS厚度3工件精度5设计内容:1、编制模塑成型工艺规程(即填写“塑件成型工艺卡”)2、绘制塑件注射模总装图(A3图纸1张)3、绘制该模具凸模、凹模的零件图各一套(A3图纸多张)4、编写完善模具设计说明书(按A4打印纸装订)1塑件成型工艺卡塑件成型工艺卡塑件名称塑件草图材料牌号ABS单件重量25.9g成型设备型号XS-ZY-125每模件数1成型工艺参数材料干燥干燥设备名称烘箱温度/℃80~90时间/h2~3成型过程料筒温度后段/℃150~170中段/℃165~180前段/℃180~220喷嘴/℃170~180模具温度/℃50~80时间注射/s20~90保压/s0~5冷却/s20~120压力注射/MPa60~100保压/MPa后处。
4、理温度/℃70时间/min120~240编制日期审核日期2塑件成型工艺分析与设计2.1ABS的特性(1)化学和物理特性ABS是由丙烯腈、丁二烯和苯乙烯共聚物三种化学单位合成,每种单体都有不同特性;丙烯腈有高强度,热稳定性及化学稳定性;丁二烯具有坚韧性,抗冲击特性;苯乙烯具有易加工,高光洁及高强度。从形态上看,ABS是非结晶性材料。三种单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯—丙烯腈的连续相,另一个是聚丁二烯胶分散相。这就决定了ABS材料的耐高温性、抗冲击性及易加工性等多种特性。缩水率为0.5%。ABS有良好的机械强度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电气性能,有一定的硬度和尺寸稳定性,易于成型加工且易着色,几乎不受酸、碱、盐及水和无机化合物的影响。密度为1.08~1.2g/cm3使用温度在-40~100℃,紫外线作用下容易氧化分解。(2)典型应用范围水箱外壳、蓄电池槽、电机外壳、齿轮、把手等等。(3)ABS注塑模工艺条件干燥:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90C下最少干燥2小时。材料温度应保证小于0.1%。熔化温度:2。
5、10~280℃,建议熔化温度范围在245℃左右。模具温度:25~70℃,6mm以下壁厚的塑件应使用较高的模具温度,6mm以上壁厚的塑件使用较低的模具温度。塑件冷却温度应当均匀以减小收缩率的差异。对于最优的加工周期时间,冷却腔道直径应不小于8mm,并且距模具表面的距离应在1.3d之内(“d”是冷却腔道的直径)。注射压力:60~100MPa,射速度:使用高速注射。2.2塑件原材料成型性能1.无定形料,其品种牌号很多,各品种的机电性能及成形特性也各有差异,应按品种确定成形方法及成形条件。2.吸湿性强,含水量应小于0.3%,必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。3.流动性中等,溢边料0.04mm左右(流动性比聚苯乙烯,AS差,但比聚碳酸酯、聚氯乙烯好)。4.比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高),料温对物性影响较大、料温过高易分解(分解温度为250℃左右,比聚苯乙烯易分解),对要求精度较高塑件模温宜取50~60℃,要求光泽及耐热型料宜取60~80℃,注射压力应比加工聚苯乙烯的高,一般用柱塞式注射机时料温为180~230℃,注射压力。
6、为100~140Mpa,螺杆式注射机则取160~220℃,70~100MPa。5.模具设计时要注意浇注系统对料流阻力小,浇口处外观不良,易发生熔接痕,应注意选择浇口位置、形式,顶出力过大或机械加工时塑件表面呈现“白色”痕迹(但在热水中加热可消失),脱模斜度宜取2°以上。2.3塑件的结构和尺寸精度、表面质量分析(1)结构分析:从零件图上分析,零件总体为一个圆筒,侧面有一个长宽为32X16的长方体,在长方体中间有一个直径为6的圆,在底圆筒与长方体垂直的一侧有一个通孔(2)尺寸精度:塑件的精度为5级,精度要求中等。(3)表面质量分析:零件的要求表面没有缺陷、毛刺,表面要求光滑,最好自然形成圆角。2.4塑件成型方法确定综上所述,该塑件的结构比较简单,而且壁厚均匀,成型工艺性好,可以采用注射成方法生产。3塑件成型模具设计3.1型腔的数量和布置该塑件的精度要求不高,属小型塑件,且形状简单,又为中等批量生产,初定为一模一腔平衡的模具形式,其布置方式如下图所示:为了保证塑件表面质量要求,选择轮辐式浇口成型,模具选用单分型面注射模。3.2选择注塑机型号及其参数(1)注射量的计算通过Pro/E建模分析,塑。
7、件的体积错误!未找到引用源。为13323㎜3,塑件的质量:m1=14.65g此时流道凝料的体积未知,可按塑件质量的0.6倍进行估算,所以注射量为:(2)锁模力的计算流道凝料(包括浇口)在分型面上的的投影面积A,在此时还是个未知数,根据经验公式:错误!未找到引用源。,(错误!未找到引用源。为每个塑件在分型面上的投影面积),用错误!未找到引用源。进行估算:,式中查塑件所需的注射压力60-100Mpa,而型腔的平均压力是注射压力的30%-65%,因塑件为薄壁塑件,且浇口为侧浇口,其压力损失比较大,所以取大一些,则错误!未找到引用源。错误!未找到引用源。(3)选择注塑机:根据上面计算的注射量和锁模力,可选用国产XS-ZY-125螺杆式注射成型机,其有关参数如下:标称注射量/cm360模板的最大厚度/mm300螺杆直径/mm42模板的最小厚度/mm200合模力/N模板尺寸428错误!未找到引用源。458注射压力/MPa120拉杆空间/mm260错误!未找到引用源。290注射行程/mm115合模方式液压机械螺杆转速/(r/mm)43电机功率/KW22模板最大行程/mm300定位圈尺寸/mm100喷。
8、嘴球半径/mm12喷嘴孔直径/mm12注射方式螺杆式最大成型面积/错误!未找到引用源。320定位圈尺寸/mm100注射时间/s1.6(4)射机有关参数的校核型腔数量的校核由注射机的额定注射量校核模具的型腔数量:型腔数目校核合格式中为Vj注系统凝料和飞边所需的体积Vz为每个塑件的体积Vg为注射机的额定注射量注射压力的校核注射压力校核合格式中K为注射压力安全系数一般为1.25-1.4锁模力的校核K为锁模力安全系数,一般取1.1—1.2其它尺寸的校核只有待模架选定,结构尺寸确定以后才可进行。3.3确定分型面本塑件要求外侧表面光滑,依据分型面的选择原则,该塑件的分型面应选如下A-A所示位置,这样凹模型腔整体加工成型,塑件外表面光滑,且容易脱模。3.4浇注系统选择和设计(1)主流道的设计主流道尺寸主流道的小端直径:SR=喷嘴的两面半径+(1~2)=12+2=14mm主流道锥角:取;主流道长度:取L=44mm;主流道的大端直径:主流道衬套的形式由于主流道入口处与注射机喷嘴反复接触,极易损坏,对材料的要求比较高,因而主流道设计为浇口套,采用45钢,热处理为43HRC-48HRC,如下图所示:与之相配。
9、合的定位圈的结构如下图所示(2)分流道的设计分流道的布置:为了让分流道要能满足良好的压力传递和保持理想的填充状态,使凝料熔体尽快地分配到型腔,因此,采用如下图所示衡式分流道结构:分流道的形状和截面尺寸:由于ABS的流动性很好,因此选用加工性能比较好的U形截面流道,查表得d=5㎜,斜角错误!未找到引用源。分流道的表面粗糙度:流道的表面粗糙度的Ra并不要求很低,一般为0.8—1.6,在此取1.4,如上图所示(3)浇口的设计由于塑件的外观表面质量要求比较高,应没有明显的烧口痕迹,因此采用点浇查表得其尺寸如图所示:(4)注射行程的校核查XS-ZY-125注射注射行程为115,浇注系统的长度:35+10=45115mm,成立。3.5模具成型部件的设计计算分析塑件的结构可知根据尺寸公差可知:塑件在径向上的公差等级为MT5级(GB4458.5-84),对于此塑料此精度为中等。分析塑件的结构可知动模部分采用整体式型芯结构加工即可。塑料收缩率范围为:0.3-0.8%,所以平均收缩率为:(1)型芯采用台肩固定的形式,其下底面用模仁将其压紧。所以型芯尺寸为:(2)型腔型腔的尺寸为:(3)中心距中心距尺寸为:。
10、3.7排气的系统设计此塑件为小型塑件,浇注口在塑件上方,为推件板推出,为了让气体顺利排出,在分型面上开设排气槽,3.8模架的确定和标准件选择根据成型零件尺寸结合模架标准架,选用结构形式为A4型,模架尺寸为200×180的标准模架,可符合要求。(1)与型腔零件有关参数的校核a)型边缘距离的校核校核合格。错误!未找到引用源。为模腔材料的许用应用力,查Cr12MoV的许用应力为245MPab)腔底板厚度的校核校核合格。c)模具闭合高度的校核计算模具的闭合高度为:d)模具的外形的校核:本模具的外形的尺寸为:错误!未找到引用源。,查XS-ZY-125注射机的模板的最大安装尺寸为错误!未找到引用源。,故能满足模的安装要求。e)开模行程的校核:模具的行程为,查XS-ZY-125的最大开模行程为300mm100mm,即能满足注射机的开模要求。3.9温度调节系统设计1、冷却系统设计塑料在成型过程中,模具温度会直接影响到塑料的充模、定型、成型周期和塑件质量。所以,我们在模具上需要设置温度调节系统以到达理想的温度要求。一般注射模内的塑料熔体温度为200℃左右,而塑件从模具型腔中取出时其温度在60℃以下。所。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 小小影魅
小小影魅
本文标题:塑料模课程设计1连接座成型模具设计
链接地址:https://www.777doc.com/doc-2539957 .html