您好,欢迎访问三七文档
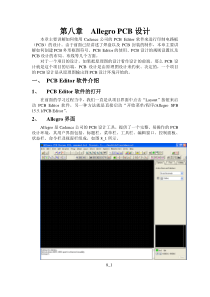
1第1章塑件成型工艺性分析1.1塑件的分析1.1.1外形尺寸该塑件壁厚2.5mm,塑件外形尺寸不大,塑件熔体流程不太长,适合于注射成型,如图1.1所示。231.1.2精度等级精度等级要求为MT5.1.1.3脱模斜度ABS属无定型塑料,成型收缩率较小,参考教材表2-10选择该塑件上型芯和凹模的统一斜度为1°。1.2PMMA的性能分析1.2.1使用性能综合性能好,冲击强度和力学强度较高,尺寸稳定,耐化学性,电气性能良好;易于成型和机械加工,其表面可镀铬,适合制作一般机械零件、减摩零件、传动零件和结构零件。1.2.2成型性能1.2.2.1无定型塑料其品种很多,各品种的机电性能及成型特性也各有差异,应按品种来确定成型方法及成型条件。1.2.2.2吸湿性强含水量应小与0.3%(质量),必须先充分干燥。要求表面光泽的塑件应要求长时间预热干燥。1.2.2.3流动性中等溢边料0.04mm左右。1.2.2.4模具设计时要注意浇注系统,选择好进料口位置和形式推出力过大或机械加工时塑件表面呈白色痕迹。1.2.3PMMA的主要性能其性能指标见表1.1表1.1PMMA的性能指标密度/g.cm-³1.12~1.16屈服强度/MPa63比体积/cm³.g-¹0.86~0.98拉伸强度/MPa吸水率(%)0.2拉伸弹性模量/MPa3500熔点/℃抗弯强度/MPa113-130计算收缩率(%)抗压强度/MPa比热容/J.(kg.℃)-¹弯曲弹性模量/MPa1.PMMA的注射成型成型过程及工艺参数1.3.1注射成型过程1.3.1.1成型前的准备对PMMA的色泽、粒度和均与度等进行检验,由于PMMA4吸水性较大,成型前应该进行充分干燥。1.3.1.2注射过程塑件在注射机料筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可分为充模、压实、保压、倒流和冷却五个阶段。1.3.1.3塑件的后处理处理的介质为空气和水,处理温度为60~70℃,处理时间为16~20s.1.3.2注射工艺参数1.3.2.1注射机:螺杆式,螺杆转速为30r/min。1.3.2.2料筒温度(℃):后段150~170;中断165~180;前段180~200。1.3.2.3喷嘴温度(℃):170~180。1.3.2.4模具温度(℃):50~80。1.3.2.5注射压力(MPa):60~100。1.3.2.6成型时间(s):30(注射时间取1.6,冷却时间20.4,辅助时间8s。第2章拟定模具的结构形式2.1分型面位置的确定2.2注射机型号的确定2.3.1注射量的计算通过三维建模设计分析计算得塑件体积:V塑=11.561cm³塑件质量:m塑=pV塑=1.16×11.561g=13.4g式中p参考表1取1.16g/cm³。2.3.2浇注系统凝料体积的初步估算浇注系统的凝料体积在设计之前是不能确定准确的数值,但是可以根据经验按照塑件体积的0.2~1倍来估算。由于本设计采用的流道简单并且较短,因此浇注系统的凝料体积按塑件体积的50.6倍来估算,故一次注入模具型腔塑件熔体的总体积(即浇注系统的凝料体积和2个塑件的体积之和)为V总=V塑(1+0.6)×2=13.4×1.6×2cm³=42.91cm³2.3.3选择注射机根据第二步计算得出一次注入模具型腔的塑料总质量V总=42.91cm³,并结合式(4-18)则有:V总/0.8=53.64cm³,根据以上的计算,初步选定公称注射量为,注射机型号为XS-ZY-125卧式注射机,其主要技术参数参见表2.1。表2.1注射机主要技术参数理论注射容量/cm³125移模行程/mm300螺杆柱塞直径/mm42最大模具厚度/mm300V注射压力/MPa150最小模具厚度/mm200注射速率/g.s-¹89锁模形式双曲肘塑化能力/g.s-¹16.8模具定位孔直径/mm100螺杆转速/r.min-¹10-140喷嘴球半径/mm12锁模力/KN900喷嘴口孔径/mm4拉杆内间距/mm260×3602.3.4注射机的相关参数的校核2.3.4.1注射压力校核查表4-1可知,PMMA所需注射压力为100-120MPa,这里取p0=110MPa,该注射机的公称注射压力p公=150KN,注射压力安全系数k1=1.25~1.4,这里取k1=1.3,则k1p0=1.3×110=143<p公,所以注射机注射压力合格。2.3.4.2锁模力校核1)塑件在分型面上的投影面积A塑,则A塑=4D²=(3.14*38²)/4=1133.54mm²2)浇注系统在分型面上的投影面积A浇,即流道凝料(包括浇口)在分型面上的投影面积A浇数值,可以按照多型腔模的统计分析来确定。A浇是每个塑件在分型面上的投影面积A塑的0.2~0.5倍。由于该设计中流道设计简单,分流道相对6较短,因此流道凝料投影面积可以适当取小一些。这里取A浇=0.35A塑。3)塑件和浇注系统在分型面上总的投影面积A总,则A总=n(A塑+A浇)=n(A塑+0.35A塑)=2×1.35A塑=3060.56mm²4)模具型腔内的胀模力F胀,则F胀=A总P模=3060.56×35=107119N=107.12KN式中,P模是型腔的平均计算压力值。P模是模具型腔内的压力,通常取注射压力的20%~40%,大致范围为25~40MPa。对于粘度较大的精度较高的塑件制品应取较大值。ABS属中等粘度塑料及有精度要求的塑件,故P模取35MPa。查表2可得该注射机的公称锁模力F锁=900KN,锁模力安全系数为k2=1.1~1.2,这里取k2=1.2,则k2F胀=1.2F胀=1.2×107.12=128.54KNF锁所以,注射机锁模力合格。对于其它安装尺寸的校核要等到模架选定,结构尺寸确定后方可进行。第3章浇注系统的设计3.1主流道的设计主流道通常位于模具中心塑料熔体的入口,它将注射机喷嘴注射出的熔体导入分流道或型腔中。主流道的形状为圆锥形,以便于熔体的流动和开模时主流道凝料的顺利拔出。主流道的尺寸直接影响到熔体的流动速度和冲模时间。另外,由于其与高温塑料熔体及注射机喷嘴反复接触,因此设计中常设计成可拆卸更换的浇口套。3.1.1主流道尺寸3.1.1.1主流道的长度:小型模具L主应尽量小于60mm,本次设计中初取50mm。3.1.1.2主流道小端直径:d=注射机喷嘴尺寸+(0.5~1)mm=(4+0.5)mm=4.5mm3.1.1.3主流道大端直径:'d=d+2L主tan11.5mm,式中=473.1.1.4主流道球面半径:0SR=注射机喷嘴球头半径+(1~2)mm=12+2mm=14mm3.1.1.5球面的配合高度:h=3mm3.1.2主流道的凝料体积Vz=π/3×L主(R2z+r2z+Rzrz)=3.14/3×50(5.752+2.252+5.75×2.25)=26693mm2.673cm3.1.3主流道的当量半径nR=(5.75+2.25)/2=4mm3.1.4主流道浇口套的形式主流道衬套为标准件可选,文献【1】附录D。主流道小端入口处与注射机喷嘴反复接触,易磨损。对材料的要求较严格,因而尽管小型注射模可以将主流道浇口套与定位圈设计成一个整体,但考虑上述因素通常仍然将其分开来设计,以便于拆卸更换同时便于选用优质钢材进行单独加工和热处理。材料选用碳素工具钢(T8A或T10A),热处理淬火表面硬度为50~55HRC。如图3.1所示。图3.1主流道浇口套的结构形式83.2分流道的设计3.2.1分流道的布置形式在设计时应考虑尽量减少在流道内的压力损失和尽可能避免熔体温度降低,同时还要考虑减小分流道的容积和压力平衡,因此采用平衡式分流道。3.2.2分流道的长度由于分流道设计简单,根据两个型腔的结构设计,分流道较短,故设计时可适当选小一些。单边分流道长度Lf取35mm,如图1所示。3.2.3分流道的当量直径因为塑件的质量:ms=ρVs=13.4g200g,根据【1】式(4—16)分流道的当量直径:Df=0.26544sfmL=3.6mm3.2.4分流道截面形状本设计采用梯形截面如图3.2所示,其加工工艺性好,且塑料熔体的热量散失、流动阻力均不大。9图3.2分流道截面形状3.2.5分流道截面尺寸设梯形的下底宽度为x,底面圆角的半径R=1mm,根据【1】表4—6,设置梯形的高h=3.5mm。则该梯形的截面为:(23.5tan8)(3.5tan8)3.52fxxhx根据该面积与当量直径为3.6mm的圆面积相等,可得:(3.5tan8)3.54fDxX=3mm,则梯形的上底约4mm。如图3—2所示3.2.6凝料体积3.2.6.1分流道的长度fL=35*2=70mm3.2.6.2分流道截面积fA=(3+4)/2*3.5=12.25mm²103.2.6.3凝料体积fffVLA70*12.25=857.53mm=0.863cm3.2.7校核剪切速率3.2.7.1确定注射时间:查【1】表4—8,取t=1.6s3.2.7.2计算分流道体积流量:fsfVVqt0.8611.5611.67.763cm/s3.2.7.3剪切速率由【1】式(4—20)可得剪切速率313133.33.37.76101.4103.14(3.62)fffqssR该分流道的剪切速率处于浇口主流道的最佳剪切速率23510~5101s之间,所以,分流道内熔体的剪切速率合格。3.2.8分流道的表面粗糙度和脱模斜度分流道的表面粗糙度要求不是很低,一般取Ra1.25~2.5μm即可,该设计取Ra1.6,。另外,其脱模斜度一般在5~10之间,该设计取8。3.3浇口的设计该塑件要求不允许有裂纹和变形缺陷,表面质量要求较高,采用一模两腔注射,为了便于调整充模时的剪切速率和封闭时间,因此采用侧浇口。其截面形状简单,易于加工,便于试模后修正,且开设在分型面上,从型腔的边缘进料,有利于底板填充。如图2.1所示。3.3.1侧浇口尺寸的确定3.3.1.1计算侧浇口的深度根据【1】表4—10,可得侧浇口的深度h计算公式为11h=nt=0.7*2.5mm=1.75mm式中,t是塑件壁厚,这里t=2.5mm;n是塑料成型系数,对于PMMA,其成型系数n=0.7为了便于在今后试模时发现问题进行修模处理并根据【1】表4—9中推荐的PMMA侧浇口的厚度为0.6~0.9mm,故此处浇口深度h取0.8mm。3.3.1.2计算侧浇口的宽度根据【1】表4—10,可得侧浇口的宽度B的计算公式为:0.76283.723030nABmmn——塑料成型系数,对于ABS其中n=0.7A——凹模的内表面积(约等于塑件的为表面积)3.3.1.3计算侧浇口的长度根据【1】表4—10,可得侧浇口的长度jL一般选用0.5~0.75mm取jL=0.7mm3.3.2侧浇口剪切速率的校核3.3.2.1计算浇口的当量半径由面积相等可得:2jRBh矩形浇口的当量半径:jBhR1.1mm3.3.2.2校核浇口的剪切速率1)确定注射时间:查【1】表4—8,取t=1.6s2)计算浇口的体积流量:sjVqt311.5611.6cms=7.233cms3)计算浇口的剪切速率:由【1】式(4—20)得:33.3jnqVR12j33.3jqVR=3133.37.23103.14(1.1)s=5.713101s该矩形侧浇口的剪切速率处于浇口与分流道的最佳剪切速率3510~45101s之间,所以,浇口的剪切速率校核合格。3.4校核主流道的剪切速率以上分别求出了塑件的体积、主流道的体积、分流道的体积(浇口的体积太小可以忽略不计)以及主流道的当量半径,这样就可以校核主流道熔体的剪切速率。3.4.1计算主流道的体积流量zfszVVnVqt32.670.86411.5611.6cms=31.53cms3.4.2计算主流道的剪切速率33.3zzzqR=333.331.5103.1441s=25.2101s主流道内熔体的
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 94165194
94165194
本文标题:塑料注射模课程设计
链接地址:https://www.777doc.com/doc-2539973 .html