您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 电气安装工程 > 变频器在龙门刨床改铣床中的应用
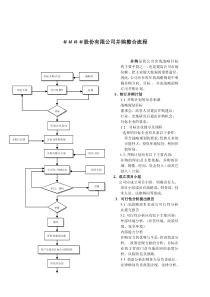
变频器在龙门刨床改铣床中的应用1引言龙门刨床是机械初加工的大型机床,由于技术的限制,上世纪50年代的龙门刨床工作台拖动采用了电机扩大机-直流发电机-直流电动机方式,造成故障率高,体积大、电耗大、技术落后。而且它的工作方式是工作台前进时进行切削,后退时不切削,工作台后退是为下一次切削作准备,工作台后退相当于没有做有用功,而且浪费时间,因此用户提出把它改造成龙门铣床。以下对具体改造作一个介绍。2改造方案(1)工作台拖动保留原有机械减速器,再加一级1:75蜗轮减速器,拆除原来拖动工作台作往复运动的55kW直流主电机,改为一台5.5kW4级交流异步电机,采用艾默生EV2000-4T0075G7.5kWG型变频器驱动。因为工作台前进速度很慢,每分钟只要求前进2cm,因此工作台主电机功率不必要很大。加大机械减速比,是为了让变频器工作在10Hz以上,避免工作台产生低速爬行现象,变频器功率选型比电机大一级是为防止变频器低速时过电流。工作台不能产生低速爬行是改造的关键点。工作台电机控制要求:用按钮实现正反转、停机。频率给定有二种方式:可调速档(0~50Hz);固定高速档:80Hz。可调速档让工作台铣削时速度可调,固定高速档让工作台不铣削时能够手动快速移动。可调速档用远端控制盒实现,固定高速档用开关实现,方法是用开关闭合变频器X3、短接X1、X2端子,切换频率给定通道为VCI模拟给定,开关断开时为数字给定3(串行口给定)。(2)拆除龙门刨床横梁刀架上原有的刨刀及附件装置,安装上铣刀、垂直铣动力头(相当于一个齿轮减速器),动力头的输出轴驱动铣刀旋转,动力头输入轴用7.5kW4级交流异步电机驱动,配EV2000-4T0075G变频器。控制要求:用按钮实现正反转、停机,频率在远端控制盒调节。图1工作台电机控制示意图图2横梁控制电路(3)横梁走刀(也就是铣刀水平左右移动)电机原为3.7kW4级交流异步电机,只用一台EV2000-4T0037G变频器,控制方式同工作台一样,速度给定有2种方式:远端控制盒串行口给定(0~50Hz);开关接通固定80Hz给定。方法也是用开关闭合变频器X3、短接X1、X2端子,切换频率给定通道为VCI模拟给定,开关断开时为数字给定3(串行口给定)。具体参数:F7.00=22、F7.01=23、F7.03=24。这里VCI模拟给定是用线短接变频器端子VRF和VCI,相当于VCI=10V最大值,通过设定F0.05=80Hz、F0.12=80Hz、F1.07=80Hz实现开关接通给定80Hz。(4)侧铣动力头电机为7.5kW4级交流异步电机,配EV2000-4T0075G变频器。采用端子给定实现正反转,只采用远端控制面板改变频率,同垂直铣动力头控制完全一样。远端控制面板的RS-485总线同所有变频器RS-485端子相连,所有变频器的频率设定都可以通过串行通讯方式由远端控制面板调整,简化了控制线路。(5)最后一个要解决的问题就是横梁升降与夹紧控制,也是改造的一个关键点。龙门刨的横梁根据工件的高低要作垂直上下运动,它由一台1.5kW4级交流异步电机驱动垂直丝杆转动,横梁升降电机正转使横梁上升,横梁升降电机反转使横梁下降。而且横梁上还有一套机械夹紧装置,由一台0.75kW交流异步电机驱动,在横梁节束上下运动后,夹紧电机正转,使夹紧装置的夹紧压板紧紧压在横梁上下运动的轨道上,使横梁在加工工件时不会上下移动,从而保证加工的精度。在横梁作上下运动时要提前使夹紧电机反转,松开夹紧压板后,横梁才能上下运动。用一只双触点行程开关检测夹紧压板位置,夹紧压板压紧到位后,行程开关的常闭触点FSK闭合,常开触点JXK常开,松开到位时,常闭触点FSK断开,常开触点JXK闭合。还有一个细节:当横梁下降结束时,夹紧电机正转的同时,横梁升降电机也要正转1~2s,让横梁上升一小点,然后横梁夹紧。目的是为了消除横梁升降丝杆的间隙。SJ时间继电器的作用就是让横梁上升回溯几秒,要求它的动作是通电后触点闭合,断电后触点延时断开。整个横梁动作只有上升和下降两个按钮,横梁夹紧与放松不需要按钮,它由电路自动完成。横梁升降和夹紧电机没有使用变频器控制。图2是一个典型横梁控制电路。3结束语由于使用艾默生EV2000系列变频器,通过端子灵活切换频率给定通道,实现了串行通信频率给定和端子VCI固定频率给定,方便了操作,使用远端控制面板提高了抗干扰能力.简化了线路,由于变频器具有过载自动降频功能,工作台电机和动力头电机从不出现过载停机现象,可靠性大大增强。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 liuzixuan123
liuzixuan123
本文标题:变频器在龙门刨床改铣床中的应用
链接地址:https://www.777doc.com/doc-2570538 .html