您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 冲压模凹R角预处理在CAD系统中的实现与应用
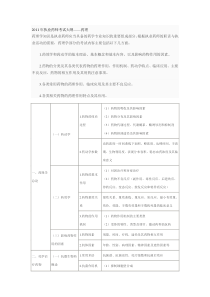
冲压模凹R角预处理在CAD系统中的实现与应用徐伟,魏威,何彦田(山东山大华天软件有限公司,山东济南250101)摘要:针对冲压模处理圆角时,存在研磨工作量大、效率低且质量难以保证等问题。为此,通过对用户模具型面设计过程的调研与分析,在国产三维CAD系统SINOVATION中研发凹R角预处理功能,提供模面预处理、自动调整圆角、手工调整圆角等功能,在软件中预先实现型面圆角的处理,来提高冲压模型面设计的效率。通过六家大型冲压模具用户现场应用情况表明,凹R角预处理功能满足了冲压模具企业高效、灵活的型面设计需求,用户给出了高度的评价。关键词:冲压模;模具型面;CAD系统;凹R角预处理中图分类号:文献标识码:AImplementationandApplicationofPretreatingConcaveFilletforPressDieinCADSystemXUWei,WEIWei,HEYan-tian(ShandongHoteamSoftwareCo.,Ltd.,Jinan,Shandong250101,China)Abstract:Forpressdietohandlefilletexistsgrindingworkload,inefficientanddifficulttoguaranteequalityandotherissues.Throughresearchandanalysisofdesigningdiesurfaceprocess,wedeveloppretreatmentofconcavefilletsolutionindomesticCADsoftwareofSINOVATION.Itprovidesdiesurfacepretreatment,automaticadjustmentfillet,manuallyadjustfilletandotherfunctions.Itisrealizedpreviouslyprocessingofthediesurfacefilletinsoftware.Itgreatlyimprovesfilletdesignefficiency.Throughapplicationofsixlargestampingdiesusershowsthatthisfunctionmeetsthedieenterprisesefficientandflexiblediesurfacedesignneeds.Usersgivesahighrating.Keywords:Pressdie;Diesurface;CADsystem;Pretreatmentofconcavefillet0引言大型覆盖件成型模具的圆角对冲压件的最终质量、合模率影响很大,减小凹圆角半径是模具企业常用的方法,是不可缺少的设计环节。传统方法主要由钳工手工研磨模具的凹圆角,劳动强度大、效率低且质量难以保证。目前已经普遍采用CAD软件,在数控加工前预先减小型面中凹圆角半径[1,2],主要有以下两种方法:(1)选择所有的凹圆角,沿着负Z方向落下一定距离[3];(2)应用曲面变形功能减小凹圆角,凸圆角保持不变,使上下贴合存在缝隙,产品靠凸模成型[4]。在当前设计方法中,只能逐个处理圆角,导致操作繁琐、设计周期长,无法处理侧部圆角,导致后续增加研磨工作量,同时生成圆角面的质量较差[5]。目前提供圆角解决方案的软件很少,仅有Tebis、NX两款国外软件,提供逐个圆角的处理方法,设计效率低,而且价格非常昂贵[6,7]。因此,为了提高大型覆盖件成型模的设计制造效率和圆角质量,基于国产三维CAD系统研发高效、灵活的圆角处理功能是非常必要的。1系统设计在模具型面设计时,设计人员需要将上游企业提供的模具型面数据导入到CAD软件中,后续工作流程如图1所示。首先是准备工作,需要先打散整个模面,使其分解为单个面,由于第三方数据的原因,会产生多余的顶点,为了便于后续的圆角调整,需要删除这些顶点;然后,最关键的是圆角检索和调整处理,用户需要批量减小圆收稿日期:基金项目:国家国际科技合作项目(2011DFB11490);山东省自主创新项目(2013CXC30002)。作者简介:徐伟(1986-),男(汉族),山东济南人,需求工程师,硕士,主要从事三维SINOVATION软件需求调研、规划和编写工作,(E-mail)xxww1986@163.com。角,来提高圆角的处理效率,此阶段是整个解决方案的重中之重;再次,针对一些无法自动处理的圆角,需手工辅助进行调整或删除;最后,保存文件,并导出数据[8][9]。在整个工作流程中,保证处理圆角的成功率是最重要的,也是解决用户最实际的问题。进入CAD软件进入CAD软件数据准备数据准备自动调整圆角自动调整圆角手工调整圆角手工调整圆角保存导出文件保存导出文件用户用户图1用户工作流程通过上述业务需求的分析,结合实际工作流程,可以将凹R角预处理功能分解为三部分,功能结构如图2所示。模面预处理部分是圆角处理的基础,有利于提高自动处理圆角的成功率;自动调整圆角部分是核心功能,实现批量圆角的检索、分割和减小处理;手工调整圆角部分起到辅助作用,针对一些特殊无法自动处理的圆角面,需要通过手工方式来修补圆角面。在整个凹R角预处理功能中,三部分相辅相成,缺一不可。凹R角预处理凹R角预处理模面预处理模面预处理自动调整圆角自动调整圆角手工调整圆角手工调整圆角分离分离面反转面反转圆角检索圆角检索圆角分割圆角分割圆角减小圆角减小边线附加边线附加顶点附加顶点附加边线删除边线删除面修剪面修剪N边填充N边填充精确整体变形精确整体变形图2凹R角预处理功能结构2系统实现2.1模面预处理由于模具用户的模面数据大部分都是来源于CATIA、NX等软件,中间数据交换格式文件都是以IGES为主,当读入IGES数据时都会自动把片体打散为单个面[10],面法向可能存在不一致。但有些数据可能来自STEP文件,由于STEP文件不会自动打散片体。因此,需要将这些曲面先打散,保持所有面法向一致。经分析发现,在模面预处理部分需提供以下两个命令:(1)分离:实现打散一整张片体,分解成分散的单个面。(2)面反转:调整面法向,保持一致。分离命令中从指定面中分离出所有面的关键算法代码如下:CMD_MNG.GotVlNum(APID,SRFINP2,&valNum);if(valNum==0){m_button4.StFcus();break;}2.2自动调整圆角目前CAD软件在处理圆角过程中,只能逐个选择圆角,操作复杂繁琐,为了方便用户操作,增强功能的易用性,需要软件能够按照圆角尺寸、凹凸性等条件自动检索识别出来,同时为了方便管理圆角面,需归类识别出所有圆角面,最大化满足用户的使用要求。此外,由于型面数据的精度问题,不能完全保证识别出所有的圆角面,还需要对不能自动识别的圆角进行分割处理,如图3所示,使其大部分面变成规则圆角面,便于后续提高圆角调整的成功率。通过自动批量处理的方法,实现快速的调整圆角,提高圆角的处理效率,同时也要提供多种应用方法来满足不同场景的圆角。(a)初始圆角面(b)分割后圆角面图3圆角分割示意图因此,在自动调整圆角部分需提供以下三个命令:(1)圆角检索把曲面中符合条件的圆角面检索出来,圆角检索流程如图4所示,根据面的UV方向计算距离是否在允许公差范围内,判断识别是否是圆角面。从需求实现角度来看,主要实现以下功能:检索对象:把指定面作为检索对象,检索出面中所有的圆角面。检索设置:检索一定半径范围内的所有凸或凹圆角面。颜色和图层设置:检索出的圆角面指定颜色和分配图层。开始开始沿UV方向分割面沿UV方向分割面在分割点位置做圆弧在分割点位置做圆弧求UV参数坐标和距离求UV参数坐标和距离是否在公差范围内是否在公差范围内非圆角面非圆角面否圆角面圆角面是结束结束检索所有面检索所有面图4检索圆角面流程圆角检索命令中检索曲面上所有单个面的关键算法代码如下:stat=TiInqComFac(&idCom1,&numfac1,&faceidP);if(stat!=0){gotortn;}stat=TiInqComFac(&idCom2,&numfac2,&faceidP);if(stat!=0){gotortn;}(2)圆角分割把曲面中不规则的圆角面分割为规则和不规则的圆角面,不规则的圆角面将不能再被分割,主要实现功能:根据面的几何拓扑关系,自动分割圆角面。圆角分割命令中的面分割关键算法部分代码如下:if(m_SetDivSEve!=ITEM_SEVE_VALUE){m_cmbSetDiv.SetCurSel(m_SetDivSEve);}{returnm_cmbSetDiv.GetCurSel();}if(nDivide==1){DivideFillet(&tmpFltInf,divComFlt,divFacFlt);}(3)圆角减小参照圆角周围面的延长面,根据减小的圆角半径值,重新创建圆角面,实现圆角的减小处理,主要实现以下功能:调整方式:提供按比例缩小、指定半径值、指定减小值三种调整方式,可自定义相关参数。颜色和图层设置:减小的圆角面指定颜色和分配图层。圆角分割:针对不规则的圆角,增加自动分割圆角处理功能。圆角减小命令中逐个圆角循环处理的关键算法代码如下:while(pos!=NULL){if(!UpdateProgress(++nLoop)){break;}if(nMode==D4OPT2||fltRadInf.FltType==FIXEDRAD){bRet=ReduceGradualRadius(&fltInf,nMode,dValue,nDivide,newFltidAry);}else{continue;}}2.3手工调整圆角在自动处理圆角时,有些圆角存在质量差和精度低等问题,无法实现自动处理,此类型的圆角就需要手工调整功能进行处理。通过分析此类圆角的类型,凹R角预处理功能中提供六个功能进行手工调整圆角,包括边线附加、顶点附加、边线删除、面修剪、N边填充和精确整体变形。其中前三个功能主要实现面上顶点附加、边线附加和删除,在保证面的质量前提下,通过改变面的拓扑几何关系方法,正确的处理一些不规则的三角形、多边形等曲面;后三个功能主要实现面的修剪、填充变形处理,解决在面面交汇位置出现空洞、错位等问题。通过应用手工调整的方式,尽量修补完善更多的面,来提高型面的整体质量。上述六个功能属于软件中已具备的命令,在此不再做详细介绍。3应用实例凹R角预处理功能已经在国产三维CAD系统SINOVATION中实现,并已经应用到六家大型冲压模具设计制造企业。以调整变形车门模面上的圆角为例,首先根据设置的参数,如图5所示,检索车门模面中的所有凹圆角面;随后,如图6所示,圆角半径按比例缩小20%,自动批量减小所有的圆角面。通过现场的调试和验证,用户给出了高度的评价,非常认可凹R角预处理功能的实用性和准确性。从整个设计过程分析,减少了用户修改圆角工作量的80%左右。图5圆角检索处理图6圆角减小处理通过凹R角预处理功能,可以清晰查看到圆角减小后的变化效果。图7展示了把圆角R10减小到R8的前后对比效果。(a)圆角R10(b)圆角R8图7圆角减小前后对比效果通过内部测试和用户现场测试凹R角预处理功能,分析出凹R角预处理功能可以处理的所有圆角类型,如表1所示。其中,可以自动减小R角的类型有平直R角、圆弧R角、单边渐变R角、双边渐变R角,需要手工调整R角的类型有合流部位R角。表1所有圆角类型自动减小R角类型手工调整R角类型平直R角圆弧R角单边渐变R角双边渐变R角合流部位R角4结束语本文通过分析冲压模具用户的实际生产设计需求,在国产三维CAD系统SINOVATION中实现了凹R角预处理功能的研发,基于传统的手工调整圆角方法,增加了自动批量处理圆角的方法和特殊圆角面的分割处理,为模具型面的设计提供了一套完整的圆角预处理功能,使用户能够在软件中预先减小各种类型的圆角面,省去了后期繁琐的手工研磨过程,提高了型
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 拉博家雅
拉博家雅
本文标题:冲压模凹R角预处理在CAD系统中的实现与应用
链接地址:https://www.777doc.com/doc-2637491 .html