您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 商业计划书 > 关于P20模具钢的球头铣刀刀轴方向的调查报告
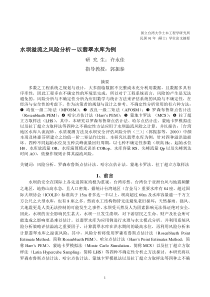
关于P20模具钢的球头铣刀刀轴方向的调查报告摘要:加工诱导残余应力的产生机理是一个复杂的非线性和热力耦合问题。在加工过程中,切削力和切削温度必须同时考虑。本文则讨论了刀轴方向和每齿进给的切削速度对切削力、切削温度和残余应力的影响,同时并分析了进给方向倾斜角度对应下的有效切削速度。切削力可以通过铣削实验获得,而切削温度则是通过有限元法获得。此外,文章中还讨论了有效切削速度对切削力、切削温度和残余应力的影响及它们之间的关系。为了更好地让读者理解铣削过程,本文则同时采用了实验和数值方法。实验数据分析后便得出几个结论。在进给方向的倾斜角影响有效切削速度,进而将影响切削力、切削温度和残余应力。为了降低切削力,进给方向倾斜角优先选择是5°至30°。工件温度的总体趋势呈现抛物线形状,而切屑的温度随进给方向倾斜角的增大而增大。进给方向残余应力几乎随着每齿进速增加而增加,但放置整个进给速度的范围来看,这并不明显。为了在工件表面产生残余压应力,倾斜角则优先选择在5°至15°。关键词:P20模具钢球头铣刀刀轴方向1.引言P20模具钢由于经过适当热处理而获得的良好抗磨损和腐蚀性能则被广泛用于生产注塑模具。此外,复杂曲面被普遍应用到现代产品设计,这促使了多轴加工的大量使用。因此,P20模具钢的多轴加工值得特别关注,而且球头立铣刀普遍被应用在模具制造业中。总体而言,加工后的表面质量(表面粗糙度、加工硬化和残余应力)始终是一个重要的研究领域,因为它对模具寿命和使用性能有显著的影响。许多有关面粗糙度的研究已经发表。加工后随之产生的物理因素包括加工硬化和残余应力,而残余应力在决定工件疲劳寿命、耐腐蚀性和尺寸稳定方面有重要作用,故其是评价加工后表面完整性的重要指标之一。金属切削过程伴随高应变速率和高温耦合问题,并将产生极大应变,同时会产生切削力和切削热,这通常导致非均匀的塑性变形,最终残余应力会诱导产生。不同进给率和倾斜角对应的残余应力受许多因素的影响,这涉及几何学、运动学和机械学。产生机理非常复杂。切削条件在使用不同的进给方向倾斜角度条件下是不同的,这包括刀具和工件之间的接触区域、参与切削切削刃的切削速度、挤压和摩擦环境和传热条件。最近,有关残余应力的研究取得了重大进展。威斯纳计算了AISI304正交加工后热影响下的残余应力并讨论了切削速度和切削深度对加工诱导残余应力的影响。雅克布斯等研究了工件内多个点的位置、轴向切削深度和进给速率对加工诱导残余应力的影响。有限元法是一种模拟加工过程的有效解决方案;纳斯尔等通过对不锈钢AISI316正交切削的分析,研究了工件材料的影响特性—热导率和软化指数对加工诱导残余应力的影响,并同舒尔茨等研究了刃口半径对残余应力的影响;前者通过对伴随连续切屑形成的奥氏体不锈钢AISI316L正交干切削,提出了一种基于ABAXQUS/EXPLICIT模拟的有限元模型,而后通过使用ABAQUS/STANDARD,研究了有关标准45号钢残余应力的影响。赛特和邓主要研究了刀具—切屑交界面摩擦系数和刀具前角对残余应力的影响并详细阐述了正交切削有限元模拟的设定。黛米等出于考虑工件和球头铣刀之间的位置对残余应力的影响,通过在五轴数控加工机床钛合金用Ti-6AL-4V的球头铣刀铣削加工,研究了能够影响切削速度的工件倾角对残余应力的影响,但该研究是通过指定工件的几何位置而不是改变刀轴方向来实现刀具和工件的相对位置。苏用了包括许多现存机械加工模型的分析方法,通过螺旋立铣刀铣削和硬车削,建立了有关正交切削残余应力的模型。从上面的描述来看,有关球头铣刀刀轴方向和残余应力之间关系的研究甚少。本文旨在研究进给方向刀具倾角并每齿进给量对切削力、切削温度和加工诱导表面残余应力的影响。研究通过实验和数值方法,分析测定了切削速度、切削力和切削温度,并阐述了切削速度,切削力和切削温度对铣削过程中残余应力的影响。模具钢通常用于生产复杂曲面的产品,在该材料的多轴加工过程中,倾角是一个重要的因素。因此,本研究显示了它的重要性和价值。2.实验和仿真的详细说明2.1.实验设定该实验使用了机床DMU60Phi-dynDECKELMAHO。工件材料是P20模具钢。104×75mm工件的顶面被分成30个区域。实验中使用的双齿刀具是碳化涂层硬质合金立铣刀。加工坐标系、切削方向和刀具如图1所示。在坐标系中,z轴与垂直加工表面的方向一致,x轴与垂直刀具进给的方向一致,y轴与进给方向一致。实验加工过程使用如图2所示。Kistler9257b测力计和电荷放大器用于测量切削力。Xstress3000用于测量残余应力,X3000应力分析仪由两个对称的探测器组成,用来记录来自两个相反方向的衍射独立信号,每个探测器使用互的方法设置峰值并能保证较高的测量精度。表1展示了球头立铣刀每齿进给量和倾角的结合条件。切削深度和行距都是0.5mm。主轴转速n=10,000转/分钟,每齿进给量fz范围是从0.1至0.3mm/z和球头立铣刀倾斜角范围是从0到45。在进给方向的倾斜角方定义为刀具轴线与垂直于切削速度的平面间的夹度;当倾斜角度为正时,切削条件是逆铣。该实验采用顺铣加工。2.2.有限元模型的设定有限元方法是预测切削过程的一种有效的方法。因为切削温度的测定是困难的,本文采用了有限元方法是为了获得切削温度的变化规律,这是模拟的首要目的。工件是固定的,并且刀具移动方式是平移和旋转。工件与刀具的初始温度为20°。在仿真过程中,与环境的热交换和热磁通被忽略。工件材料是P20模具钢,表2给出了材料的化学组成元素。工件的导热性和比热容都被定义为温度的函数。工件材料的热发射率值恒定设置为等0.7。图3则是工件的几何形状设定,以便模拟实际切削过程。椭圆范围里,曲线和零件边界线围成的部分是切削区域。Generalized—Johnson–Cook模型用于描述切削过程中的塑形变形。表达式确定如下。其中,为工件材料流动应力,是等效塑性应变,是等效塑性应变率,是参考塑性应变。A、B、C、D0、E、M和n是5个材料参数,在使用材料的默认设置常数库时,它们被视为定常量,具体值如表3所示,这与文献【20】中的研究近似一致。T是当前的温度,Tmelt是工件材料的熔化温度,并且Troom是室温,在室温下材料常数是确定的。在上述方程中,Troom、Tmelt和Tb应是绝对温度。表4中列出来P20模具钢的物理性能,包括密度,硬度和热性能。方程2中以公式定义的克罗夫特-莱瑟姆标准定理是用来描述仿真过程中切屑的形成。其中,εf是有效应变,σ1为屈服应力,而D是材料常数。当最大拉伸住应力沿着塑形应变路径的积分值为D时,工件将产生切屑碎片。刀具和工件被划为一个个四面体单元的网格。图4展示了网格划分和工件的边界条件,并且坐标系的设定和图1相同。网格重新化分技术和局部细化技术适于在工件的网格划分。工件中所有单元的数量是30000,并且在细化区域网格密度是其外部区域的10000倍。建模时,球头立铣刀是刚性的,其几何结构如图5所示。网格的总数为15000;细化区域网格密度是其外部区域的10000倍。刀轴的投影如图2所示,并且刀轴投影和工件弧形中心线之间的距离设置为0.5,这是为了确保进给间距为0.5mm。球头立铣刀的最低点与图3所描述的切平面相切,这可以使切削深度为0.5mm。所有的设置都是为了确保仿真环境与实际切削情况一致。同时,仿真过程考虑了球头铣刀头热传导条件。刀具材料的热导率,热容量和发射率被近似设置为常数。刀具的运动如图6所示,它是由沿进给方向的平移和围绕刀轴的旋转组成,并且其设置与铣削试验中的切削参数一致。进给速度对应于每齿进给,齿数和主轴转速,它是由下式确定,其中z是齿的数目。3.有效切削速度的分析由于复杂的几何形状特征,不同球头铣刀切削的刃将参与切割。在每齿进给相同的情况下,切削刃上切削点的速度因进给方向倾斜角度的不同而不同。因此,在特殊切削条件下,用来评估实际切削速度意义的有效切削速度是不同的。进一步的分析如下。图7演示了计算切削刃各点切削速度的原理。二维图片可以代替三维的情况。弧AB、BC和CD是球头立铣刀切削刃在平面中的投影。以L1为刀具轴线(β=0°),刀尖点是B,切削刃的投影是AD,分布在刀轴两边对称的两条线是AB和BD。当L2是刀具轴线(β是正值)时,刀尖的点是C,切削刃的投影仍是AD,分布在刀轴两边对称的两条线是AC和CD。图7中,aP是切削深度。切削过程中,在刀尖横截面AD下面的刀刃可能会切到工件。当虚拟刀齿(signaltooth)在工件中切削时,与未加工表现接触的切削刃通过B点(刀尖和加工表面的切点),并且实际切削刃则被包括在了截面AD以下刀尖和以进给方向为法线(normal)的面之间的区域,在图8中其是A区域。图8展示了实际平面及在进给方向上倾斜的球头立铣刀的投影。当刀轴是图7所示的L1或L2时,球面各点的切削速度用3和4公式计算。AE是从A点到L2的垂直距离,DF是从D点到L2的垂直距离,ap为切削深度,当β=0°和R是球头立铣刀的半径时,其等于切削的轴向深度的。由于切削刃每个点中切削速度不同,有效速度是用来估算单个齿切进切出过程中的速度。计算详情如下。图9展示了有效切削速度的计算原理。AE和BF都垂直于刀轴。β是进给方向上的倾斜角度,κ是OA和刀轴的夹角,P是弧AB上一点,是切削刃上的一个投影点。γ是过点P刀具中心O和刀轴之间的夹角。4.实验和仿真的结果分析4.1.有效切削速度计算结果的详细阐述图10则显示了有效切削速度随进给方向倾角变化的规律。条形的高度代表了有效切削速度;折线则是用来连接(thepracticalattachment)有效切削速度的数据点。随着β的增加,有效切削速度则表现增加的倾向。因为倾角不同,则参与切削的切削刃的单元不同,有效切削刃的切削半径不同,两个刃之间的有效切削速度不同。从第三部分的分析可以看出,切削单元上的切削点(eachpointinthecuttingedgeelement)的切削速度随倾角的增加而变大。故有效切削速度随倾斜角度的增大而增大。因此,切削温度、切削力和加工引起的残余应力将受到影响。4.2.切削力的分析切削力是至关重要的动态物理加工因素。在每个方向上的最大切削力图11.这三个阶多项式拟合用为了更好地描述切削力的变动用在进料方向的倾斜角度,并所述方法还采用了绘制切割的变化曲线温度和残余应力在下面的文本。FZ=0.3mm/z并且随进给方向倾斜角度的增加有小的变化,Fxmax大约是200N,而当β=15°首先下降,然后随进给方向倾斜角度的增加时,Fymax和Fzmax呈现最小值。当FZ=0.2mm/Z,三个方向上的切削力(进给方向,横向进给方向,垂直于加工表面的方向)起先也会减少,然后随着进给方向倾斜角增大而增大。此外,当β分别为10°、15°和20°时,X、Y、Z方向上的切削力达到最小值。当FZ=0.1为mm/z,可以看出测得的最大切削力首先减少,然后随着进给方向倾斜角度的增加而增加,并且最小值Fxmax和Fymax出现在β=45°时,而当β=45°时Fzmax呈现稍大的值,β=10°、15°和35°则呈现一个较小的值,此外β=15°时每个方向上的最大切削力都较小。纵向观察图11后也可以看出,进给方向上在相同的倾斜角前提下,每个方向上最大切削力随着每齿进给量的增加而增加。这种现象说明了,在进给方向倾角不为零的前提下,进给速度的增加会使横向进给方向(X)进给方向(Y)和轴向方向(Z)的最大切削力的增加,即铣削模式是拉铣削(pullmilling)。然而β=0°时,Fymax和Fzmax,由球头立铣刀刀顶切削工件产生,并不符合这个规律,并且在进给方向(Y)和轴向方向(Z)上的切削力起先随着进给速度的增加而增加(从0.1至0.2mm/Z),然后随着进给速度的增加而减少(从0.2至0.3mm/z)。在一般情况下,流动应力和金属材料的弹性模量在其他条件恒定的前提下,随着温度的增加而减少,这导致材料抗变形能力的下降。因此,材料更容易在高温的条件下加工。在每齿以0.3mm/Z速度进给
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![[领导口才艺术全书]](/doc-631261.png)
 lvwhk
lvwhk
本文标题:关于P20模具钢的球头铣刀刀轴方向的调查报告
链接地址:https://www.777doc.com/doc-2665586 .html