您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 冶金行业润滑外循环系统在MORGAN第五代高线轧机中的应用
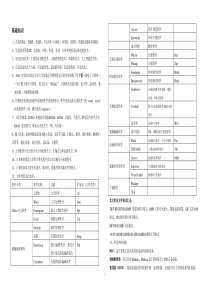
润滑外循环系统在MORGAN第五代高线轧机中的应用2011.3昆明【摘要】本文叙述了摩根第五代轧机进水对油品污染问题以及对设备的影响,重点阐述了外循环系统的设计及应运情况。【关键词】精轧机润滑外循环系统冷却器油温1.前言酒钢二高线精轧机、减定径轧机、吐丝机是采用美国摩根第五代轧机及配套的润滑系统,目前是世界上较先进的生产线,其设备精度高、转速高,减定径机组最高转速可达到13000n/min,吐丝速度达到120m/s,设备在高速运行下的润滑标准要求极高。但是,高线轧机的进水问题在国内乃至于世界均未得到有效的解决,这样就导致水,氧化铁粉、杂质、金属颗粒及非金属颗粒被带入润滑系统,导致油品乳化加剧、油箱中杂物含量严重超标,油品乳化严重,具体影响如下:1.1润滑系统中固体污染物严重超标导致滤芯大量消耗。润滑油中的固体污染物只能靠更换过滤器滤芯排除,因过滤器滤芯是一次性的,排除油中杂物的同时也大量的消耗滤芯,根据去年1-9月份的统计结果,月平均滤芯的消耗量达到56件,月平均滤芯费用近17万元。1.2轧机油漠轴承损坏严重,根据去年1-9月份的统计结果,精轧、减定径轧机的油膜轴承就损坏了12盘,从现场情况看,破坏形式多为油膜轴承工作表面严重划伤、磨损、烧熔。这一现象表明,在轧机工作过程中,轴承承受较大的局部接触应力,同时油液中存在杂质,造成轴承烧损。1.3轧机及RSM联合齿轮箱零部件磨损加快,锈蚀加剧。另外,精轧机至吐丝机所有设备采用一套润滑系统,在连续生产过程中常出现油温高而影响生产,尤其夏季生产¢6.5的线材,油箱连续运行2-3小时油温超过53℃,在线温度超过42℃,被迫停机降温,严重影响生产。为了降低成本,避免设备润滑不良,促进生产稳定进行,进行了润滑系统外循环系统的研究。2.润滑外循环系统研究过程及其原理考察国内其它高线厂家,咨询上海华立公司、参考榆次油研技术,听取MORGAN专家的建议,结合我厂润滑系统的实际情况,对现场进行数据的采集。统计不同轧制规格与油温变换关系,轧制不同规格的轧机进水情况,分析冷却水的压力与轧机进水关系以及冷却水的温度与油温的关系。油膜轴承烧损以及滚动轴承破坏前后的油品化验结果进行比较。计算系统的流量、压力等参数,认真研究润滑系统的原理,经过一系列的前期调研,成立专门研究小组,对外循环系统的方案、可靠性、科学性、必要性进行论证。所谓润滑外循环系统就是避开原有的在线润滑系统,另行设计的一套对油箱内油品冷却,过滤以及分水的外循环系统。精轧机、减定径轧机、吐丝机润滑外循环系统其原理图如下;M1#油箱2#油箱DN150DN200DN200双筒过滤器温度控制阀冷却器进水回水管真空脱水装置3.润滑外循环系统元件的选用以及参数的设计3.1泵及其驱动电机的选择根据外循环系统的特征及其元件的工作压力,确定系统压力4-7bar。根据油箱容积大小和在线泵的流量以及冷却器所通过的流量确定泵的流量q=1400L/min。泵的最大工作压力P按下式计算:P≧P1max+∑△P=0.7+0.3=1Mpa因为外循环系统管路简单,管中流速不大取∑△P=0.3即可,根据以上计算参数选用螺杆泵。驱动电机功率Po=P*q/η=[1×106×1400/(60×103)]/0.70=33333W≈33KWη螺杆泵的总效率η取0.70,驱动电机选用额定功率为37KW,型号为Y225S-4的电机。3.2冷却器的选择由于油箱容积大并且冷却器的入口油温一般应在50℃,经过冷却后出口油温应控制在46℃以下,夏季冷却水温度一般在24℃左右,泵的流量应在1400L/min左右,这就需要冷却能力较大的冷却器,我们选用了多管式冷却器,它是一种强制对流式冷却器。冷却水从管内流过,油从筒体中的管间流过,中间隔板使油流折流,从而增加油的循环路线长度,以强化热交换效果。我们将通过冷却器油液流速控制在1m/s至1.2m/s之间,有利于热量的传递与散失。考虑到水质问题及管所承受的压力,冷却器内水管采用壁厚为1.2mm的黄铜管,不易生锈便于清洗。冷却面积计算:T=Cγ(t1-t2)[Q]=0.5×0.9×(50-46)×1400=2520(千卡/分)F=60T/K/[(t1+t2)/2-(t3+t4)/2]=60×2520÷140÷[(50+46)/2-(24+28)/2]=49.09m2润滑油的比热C=0.5千卡/公斤·℃润滑油的容重γ=0.9公斤/厘米3t1、t2润滑油进和出冷却器的温度t1=50℃t2=46℃t3、t4冷却水进和出冷却器的温度t3=24℃t4=28℃K传热系数k=140油冷却器的实际冷却面积应比计算冷却面积大10~15﹪所以我们取F=55m23.3滤油器的选择滤油器的选用主要考虑如下几点:3.3.1过滤精度应满足设计要求,由于轧机的润滑方式为动压润滑,油膜轴承与轧辊轴的间隙为40μm左右,润滑系统主过滤器精度为:β12≥1000(即精度为12um),滤芯型号为:HC8904FMS39HYN71,所以我们使用与主过滤器相同的精度:β12≥1000(即精度为12um)。3.3.2具有足够大的通油能力,因为泵的流量为1400L/min,所以滤油器的流量应选其2倍以上即流量大于3000L/min,我们选用流量为3600L/min。3.3.3滤芯的强度、抗腐蚀性以及能在规定的温度下长期工作。3.3.4为了使滤芯的更换、清洗、维护方便,我们选用了双筒过滤器。3.4真空脱水装置是分离出油液中的水分。真空分离采用带充气机构的分离装置,采用不锈钢折叠旋流式脱水分离塔,增大分离面积使油液薄膜化并实现三维立体蒸发,以获得足够气化时间,确保一次分离的最佳效果。4.润滑外循环系统管路的设计与处理由于周围环境比较潮湿,精轧机、减定径轧机、吐丝机润滑系统工作与备用油箱之间的进回油管路,所有的油管全部采用不锈钢管,所有的管路焊口均采用氩狐焊接技术,并对铺设好的管路进行冲冼并进行了打压试验,对清冼完的管路进行防腐蚀处理。,对整个外循环系统进行二次冲冼及打压试验,试验压力为系统压力的1.5倍。另外考虑到系统回油能平稳的流回油箱,在回油管道出口加装了压力分散装置。5.润滑外循环系统应用效果润滑系统外循环冷却方式,在国内润滑系统上应用还是首次应用。外循环冷却方式将润滑系统的应用推进了一步,润滑油箱外循环冷却系统投入使用后,效果良好。外循环投用以来这半年多时间,主滤芯的消耗大大的降低了,月平均消耗量由原来56件降低到20件。外循环投用以后从未出现油膜轴承烧损现象。已减轻轧机、齿轮箱零、部件之间的磨损及腐蚀,提高轧机及齿轮箱的使用寿命,延长轧机的更换周期。另外,解决了精轧机、减定径轧机、吐丝机润滑系统在线及油箱油温高的问题,将在线油温控制在38±2℃之间,油箱油温控制在43--49℃之间,润滑系统油温达到理想的控制状态,完全满足MORGAN轧机的使用要求,大幅度降低了故障时间,提高了生产作业率。外循环冷却系统投入使用十分方便灵活,外循环冷却系统不是单一冷却功能,可以同时对润滑油箱进行冷却、过滤、分水,随着轧制品种规格的不同,投用方式可变化使用,可以单独对油箱进行冷却、过滤、分水,也可以切换到备用油箱上工作。操作筒单,使用方便。合理使用外循环系统中的过滤器、冷却器、油水分离器,大幅度降低油品的乳化程度,将油箱中的含水量控制在了2%以下,保证了油品的清洁度,油品的运动粘度达到最佳使用状态,为设备的稳定运行创造了良好的条件。参考文献[1]《机械设计手册》,[15063.3558],机械设计手册联合编写组[M],北京,化学工业出版社,1987年12月,68~73。[2]《MORGAN润滑系统图纸及说明书》美国摩根公司,52~72。[3]《设备润滑基础》,[15062.3827],设备润滑基础编写组[M],北京,冶金工业出版社,1987年8月,163~174。谢谢大家!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 netecc
netecc
本文标题:冶金行业润滑外循环系统在MORGAN第五代高线轧机中的应用
链接地址:https://www.777doc.com/doc-2680237 .html