您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 冷凝器E1-303A检修方案
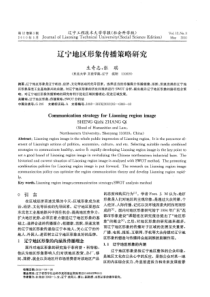
1氧化反应器第一冷凝器(E1-303)检修方案批准:审核:编制:氧化反应器第一冷凝器检修方案2/7编制说明为安全、高效有序、文明地完成E1-303A检修,特编写本施工方案,施工人员必须按照本施工方案施工,以顺利完成本次施工任务。氧化反应器第一冷凝器检修方案3/71.编制依据JB/T4745-2002《钛制焊接容器》氧化反应器第一冷凝器图纸及相关制造要求恒力石化(大连)有限公司的有关规范及要求2.问题描述2.1.2014年8月9日夜班凌晨,操作人员发现E1-303A进汽侧检漏嘴发生酸蒸汽泄漏,泄漏量每分钟6滴左右2.2.2014年8月9日早,设备人员到现场检查分析泄漏情况,此时泄漏量每分钟1~2滴,根据位置判断为管板与管箱焊缝检漏嘴发生泄漏,原因可能是局部钛焊缝存在缺陷,造成泄漏。安排搭脚手架,拟对检漏孔从上向下吹扫。但对上部检漏孔清理检查后,发现上部检漏孔内腔已被物料堵死,无法吹扫,下部检漏嘴未堵塞,保留下部检漏嘴继续向外排酸液。8月10日早晨,下部检漏嘴虽未堵塞但已停止向外排酸,推断内部腔体已被物料堵住。由于金属表面温度过高(约190摄氏度),尝试测量厚度失败。拟做UT判断目前腐蚀情况,此项工作准备中。2.3.鉴于内部漏点被物料堵住,内部泄漏量和腐蚀路线无法准确判断。管板管箱筒体及其焊缝等碳钢部分都有可能被腐蚀,并且这些部位修复都比较麻烦。为了降低检修难度和停车时间,降低综合检修费用,尽早检修为宜。3.人员分工3.1.管阀班安排铆工,氩弧焊工,及检验人员,准备打磨焊接检验材料与工具、器具。焊工和探伤工应有相应资质。3.2.PTA-1检修班负责开人孔、测厚、架设通风机、及其他配合工作。3.3.架子工负责搭设脚手架。3.4.工艺人员负责系统隔离、内部清理/清洗、气体分析取样、提供现场水电气、施工监护等。4.技术准备:氧化反应器第一冷凝器检修方案4/74.1.准备设备图纸及相关的检修技术资料。4.2.准备δ3TA1板。(上次检修D1-401中圣带来几块钛板,可以使用,提前做一下PMI。)所有钛材使用前应经酸洗和铁污染检查,然后用保鲜膜或干净纱布包装,防止污染;准备紧急采购δ4TA1板3~5㎡用于内部腐蚀严重情况下更换垫板、贴条、盖板。提前按照图1尺寸压制成型备用。4.3.冷凝器停车隔离,防止有害介质侵入。内部碱洗水洗,确保壳体内无有害介质残留,确保检修安全。4.4.提前准备高纯氩气(99.999%),氨气,和相关的水、电、气和照明等现场工作条件。4.5.准备氩弧焊机,砂布抛光机,直磨机、磨头、焊材、纱布抛光片、砂轮切割片、电磨头、干净的脚套、水溶性焊接封口纸和其它相关工具、PT材料、酸洗材料、铁污染检查材料及劳保用品等。4.6.准备测厚仪和UT检测设备,设备降温后对管箱筒体测厚,判断腐蚀情况。4.7.准备并加工检漏嘴,检漏管。5.检修程序及要求5.1.设备温度下降到60℃以下,对管箱基层相关区域测厚。5.2.具备条件后,开两侧人孔,装通风机通风。5.3.设备具备进人条件后,内部搭脚手架以便内部检测检查,脚手架不得带入铁锈等污染物(如只能使用钢管脚手架,建议用前两头堵住表面新刷油漆。操作空间底部铺洁净胶皮。内部焊缝两侧100mm范围内进行UT检测,根据复合板贴合情况判断腐蚀程度和腐蚀发生范围。如果经测量和综合判断,认为管板和管箱筒体内部有较严重的腐蚀,不够安全,则可采取以下措施:a)磨开钛贴条、垫板焊缝(复合板钛复层尽可能不要磨凹下去,钛复层焊缝位置打磨平整),钛贴条、垫板分段磨开,非常小心分段取下钛贴条、垫板。b)清理内部锈污及积料等异物,打磨抛光管板或管箱筒体碳钢部分露出金属本色,对缺陷部分补焊,并修复平整,如复合板钛复层下方有腐蚀空洞,酌情去掉空洞上方钛复层部分,空洞如较小,拟用修补剂填充。c)清理检漏孔,使之畅通。氧化反应器第一冷凝器检修方案5/7d)佩戴必须劳动保护用品,保持操作空间清洁无污染,内部清理后,进入设备内部人员必须穿洁净工作服或连体服,穿戴洁净鞋套,操作人员带洁净白色手套。e)清洗清理钛贴条、垫板,边缘可能不整齐或变形,可能不能回用,如钛贴条、垫板报废或不合要求,需要重新制作。顺次焊接安装垫板、钛贴条、垫板。f)钛表面进行铁离子污染检查,清除污染点,焊接前用钛或不锈钢刷对钛表面抛光,用丙酮清洗。必要时进行酸洗处理。焊丝同样保持清洁。做好防飞溅措施。g)焊接时,背面通氩气保护,焊接完毕目视检查所有钛焊缝,颜色应为银白色或金黄色h)对钛焊缝周围40mm范围内进行100%PT检查,确认无缺陷。i)气密、氨检/氦检。j)如有问题,返修至合格。如检测认为管板和管箱筒体基层厚度是安全的,按以下程序返修:a)对容器内相关区域进清理干净,从检漏口反通氨气,在内壁钛焊缝处检查泄漏位置。可用通压空用肥皂泡检漏试验代替。或者两种方法都用,找出漏点和疑似漏点,标记。b)对内部钛焊缝、钛贴条进行PT检查,查找可能存在的缺陷(包括疑似缺陷)标记。c)检查下部检漏孔是否能联通到缺陷位置,否则新开检漏孔。d)如果缺陷(包括疑似缺陷和漏点)在原焊缝位置,对缺陷所在位置抛光,原缺陷彻底打磨去除,再用氩弧焊补焊;e)如果缺陷在衬板母材位置,从检漏孔通氩气,内部贴盖板,焊接角焊缝。f)目视检查所有钛焊缝,颜色应为银白色或金黄色。g)对钛焊缝周围40mm范围内进行100%PT检查,确认无缺陷。h)从检漏孔通入空气,在内壁焊缝处用气泡法检查,确认无泄漏。(或进行氨渗漏)i).检查后将表面清理干净,必要时再次进行酸洗处理。j)对处理范围内的钛表面进行铁离子污染检查,清除污染点。k).防止内部铁离子及其他污染。打磨、抛光、焊接时采取必要的防护隔离措施,防止飞溅污染。l)佩戴必须劳动保护用品。设备内部钛焊缝做PT检测,普查一次,如发现问题按相似方法处理.检修完成后,清氧化反应器第一冷凝器检修方案6/7理现场。未尽事宜及现场出现无法预测的新问题,再讨论,有结论后按统一意见执行。图1:管板与管箱结构详图氧化反应器第一冷凝器检修方案7/7附件1:检修危害因素辨识、评价及控制措施确认表序号作业活动危险因素可能导致后果风险评价控制措施确认人事故/人员伤亡生产过程中断LECD风险等级1焊接灼伤眼睛手臂√0.511111、按规定佩戴焊接作业防护面罩、防护眼睛。2、按规定佩戴防护手套3、2酸洗化学伤害√131331、按规定穿戴酸洗作业防护服。2、按规定佩戴酸洗作业防护面罩、防护眼睛。3、按规定佩戴酸洗作业防护手套4、保持设备内通风3焊接酸洗有限空间窒息√0.523331、分析合格后进行作业2、随身携带便携式检测仪,对容器内氧含量进行跟踪报警。3、设备架设轴流风机,对内部空气进行强制对流。4、确认作业设备与系统隔离。4打磨机械伤害√0.511111、严格佩戴防护眼镜,2、不戴手套。5焊接打磨触电√0.511111、确保用电设备及电线绝缘完好2、确保用电设备不受潮6高空作业坠落√117771、严格佩戴劳保用品,高空作业一定要佩戴安全带。2、互相监督、提醒。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 lklkwasn
lklkwasn
本文标题:冷凝器E1-303A检修方案
链接地址:https://www.777doc.com/doc-2680272 .html