您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 全承载技术培训材料1
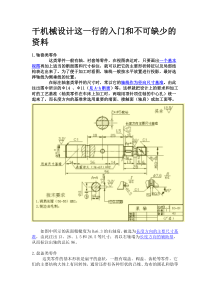
全承载技术和全承载客车全承载的发展历程:早期的汽车都是非承载式的,车辆的载荷都由底盘承受。低端大客车是有车架的底盘从力学角度分析低端大客车有卡车的柔性车架,从扭转刚性角度看,卡车上层车厢和下层车轴叶片弹簧悬挂都是刚性的,当道路坑洼不平时,中层的柔性车架的作用,除全部承载外还起到关键的缓冲层的作用.所以卡车是三层式结构,即上硬中软下硬.随着汽车技术的发展出现了承载式车身,最早的承载式车身出现在轿车上,承载式车身不仅仅客车的一种车身技术。客车的承载式车身可以追溯到飞机的承载式车身,汽车上很多的技术都是从飞机技术上演化过来的,如:客车全承载车身技术、ABS技术、航空座椅等技术,包括材料和设计方法的应用都是从飞机上演化而来的。由于传统的客车在受撞击时底盘会移位,而由于全承载客车的无底盘结构,使其在受力时能将力迅速分解到全身各处,同时全承载客车抗扭曲的钢件设施强度也是其他普通汽车的3-6倍。因此在40年代末和50年代初,凯斯鲍尔率先将飞机上应用的全承载技术引用到客车上,随后尼奥普兰,雷诺、沃尔沃、MAN等欧洲的大客车企业逐渐都采用了全承载式车身。高端大客车的首要特征是没有中间的软层-柔性车架,刚性底架与刚性车身构成一个刚性整体,承载车辆的全部负荷.是两层式。高端大客车的特征之一:具有无车架的全承载车身可以说全承载客车是我国目前最安全的客车之一。采用全承载结构,使客车的行车更加具有敏捷性、平稳性、舒适性和安全性,再加上其低地板设计、人性化配置、低排放、环保化、乘客空间大等优势,体现出现代社会倡导的“科技领先,以人为本”的理念,也造就了全承载客车独一无二的产品优势。目前全承载客车技术在高档客车和制造水平和设计水平比较高的企业应用较为普遍。高端大客车无车架的承载式车身在全承载发展的50年中,随着设计手段、设计水平、材料的应用和工艺水平的提升,全承载技术也在逐渐进步。目前采用的全承载技术已经经过了几十年的发展,是比较成熟的一种技术。随着新的新材料的应用和工艺水平的提高,全承载技术也在一直进步。目前在国内使用的全承载技术主要有尼奥普兰和赛特拉的全承载技术,是所有的全承载技术结构中是比较先进和成熟的技术。一、结构优点:1、车身采用封闭环结构,整个车身参与载荷,上下部结构形成一整体,在承受载荷时,使整个车身壳体达到稳定平衡状态。2、整车强度与刚度增加,由于在公交车方面,由于运行情况恶劣,如超载严重,平凡起步和刹车,使车身骨架要有足够的强度。车辆在运行到一、两年后,乘客门立柱都相继出现开裂;国内众多客车厂家,为此都在骨架上加大用料,都是仍然无法彻底解决该问题,开裂现象时有发生。但是使用全承载车身结构公交客车,解决了该难题;3、全承载车身——只有全承载可以制作一级踏步的低地板,由于没有传统的底盘大梁结构,进一步降低了车身高度特别是地板的高度,一级踏步的高度有效的控制在360mm以内,作到真正的“低入口、无障碍”概念,方便乘客的上下车;4、能使整车油耗降低,由于使用全承载车身结构,在设计时经过有限元分析和计算,优化车身结构,与国内同类公交客车相比,整车的重量更轻,不仅降低生产商的制造成本(材料重量方面),同时能减轻用户的使用成本,因为车身质量每减轻100kg,可节油0.02L/100km~0.03L/100km。5、全承载车身——舒适性好,噪音低;由于使用全承载车身,车身及底架的所有连接部分都是焊接而成的,形成了一个整体,没有相对运动,不会发出噪音,相对于其他形式的车身就少了许多噪音源6、全承载车身——车内净高最大化同样车身高度的产品可以作到车内净高最大化(主要是受材料的强度和整车的总高控制),最大能做到2350mm,从而有效的增大了车内的流动空间,既有利于车内的空气流动又能减少乘客乘坐时的空间狭小造成的压抑感;7、全承载车身——视窗玻璃的最大化视窗玻璃的最大化,同样高度尺寸,使用全承载车身,侧窗玻璃最大可以作到140-160cm,随着城市建设的加快,城市美化程度进一步提高,公交车又是流动的“观景台”,更有利于欣赏城市美景,同时前档玻璃更大,司机视野更为开阔,方便了操作。正是由于以上特点全承载才是获得了厂商和客户的认可的原因1、高强度、刚度、可靠性:全承载的结构强度比较高,可靠性比较好。可靠性是非常重要的指标。由于全承载整体的结构,使整车的扭转和弯曲的强度比普通的车身强很多,就保证了客车的可靠性好很多,理论计算和实际应用都证明了这一点。全承载车身的结构与鸟巢的结构类似。整体式的承载,当受到某一点的冲击,它能迅速分散受力,整个车身都吸收冲击的能量。2、高安全性:安全性由主动安全和被动安全组成。主动安全:主动避免车辆出现交通事故的能力。由于车辆比非全承载轻,所以制动性能更加可靠。被动安全:出现问题后,降损失降到最低的能力。乘客的损失和车辆的损失。全承载车身结构在出现事故时是给乘员留下最大生存空间的车型。节能、环保、安全和舒适是目前汽车四大设计发展的趋势。节能排在第一位。车上每一个部件的性能都和燃油消耗有关系。从车身上讲可以从两方面来讲:车身造型和车身重量。3、高燃油(气)经济性:全承载式车身通过合理设计能够使整车质量下降很多,所以通过降低承载式车身的重量能够提高车辆的燃油经济性。汽车的油耗很大一部分都来自于汽车轮胎的滚动阻力,滚动阻力与车辆的重量是成正比的。4、良好的舒适性:噪声:全承载车身的NVH(车内振动噪声)性能出色。目前轿车的设计比较重视NVH性能,客车正在逐步重视NVH性能。噪声可以通过合理的设计来避免。振动:全承载客车能够将整车的重心降低,对于振动是有好处的。由于全承载客车的底盘低,平台能够于站台台阶在一个平面上,能够使乘坐轮椅的乘客无障碍乘车。要了解全承载技术在客车上是如何应用的,我们必须要清楚的知道以下几点。一,什么是全承载。二,全承载的技术优势是什么。三,全承载技术的应用和创新。现在,我们就来仔细;了解一下全承载的具体内容。首先,要了解全承载的概念就应该知道全承载技术的来源和弄清楚到底什么是真正的全承载技术。据相关资料介绍,在第二次世界大战后,德国飞机制造业工程师几乎失业,为了生存工程师将飞机制造技术应用于客车上,而到了1951年,德国凯斯鲍尔公司将飞机技术应用客车上,并生产出第一辆S8型SETRA的车身骨架时,就宣告了“全承载技术”的问世。而要弄清到底什么才是真正的全承载技术,则要从一下几方面入手。一,客车结构方面认识,而目前客车结构情况大致可分为三种;半承载:有大梁式三类底盘的客车,3/4承载:有三类底盘(两头大梁中间框架),全承载:无底盘的客车(鸟巢结构)二,从客车受力方面了解,全承载是车架(低架)与车身一同受力,客车每一个界面都是一个封闭环,在力学上这种受力状态称之为“应力流”;而半承载主要是车架受力,70%车架,30%车身;3/4承载受力则是处于两者之间。三是从技术和生产方面来认知,产品开发源头就是一体化——无底盘的概念,各总成与车身结构设计融为一体,充分考虑,尽可能使车身每个界面城封闭环;而生产方式则是非脱壳生产,这也是全承载技术最典型特征之一。所以有了解了以上这些信息,我们则能清清晰的知道,真正的全承载客车应该是具有产品开发一体化,非脱壳生产,无底盘结构这三个显著特点的,三者缺一不可,才能称为真正的全承载客车。其次,分析全承载技术上的优势。一,被动安全性,最显著的就是全承载车身强度是普通客车的3-6陪,因为半承载车身,在整车受到外力作用时,特别是翻滚时,因为主要是大梁受力,大梁与车身骨架连接处,由于材料厚薄,截面差异太大,容易出现脱离现象或变形严重,而全承载客车在产品结构,制造,工艺上都有一套合理的手段保证,不仅如此,选用都材料都为矩形或异型管,采用的是16Mn而不是普通的焊管。工艺方法,用液压涨拉制作外蒙皮,火焰校正内蒙皮。大大保证了产品安全性。二是稳定性和振动性。全承载客车的刚度和强度都刚刚好,而且适宜产品超载,平凡起步和刹车,所以其稳定性好,而还是因为产品刚度和强度好的原因,整车振动就小,而振动小则相对产生的噪音非常低,舒适性就更好一些,而且振动小还有一个好处就是客车零部件受到的损坏程度相对就小,整车可靠性就高,并降低了维修成本。而为什么说全承载技术的整车稳定和振动性好呢?则是由于,全承载车身结构,它是由诸多封闭环(三角形,梯形等)构成的,从力学上来讲,稳定性好,车身不变形(油漆就不会受到伤害,车身以变形和位移,油漆就脱落);因为全承载车身结结构,前后桥,发动机是直接装上去的,没有底盘,传动系的状态保持得很好,能处于最佳状态,不容易错位,不容易位移,磨损就小,可靠性就好,耐用性就好。最后则是全承载客车的质量轻,能省油。同长度,同配置轻1%左右—11米城市客车轻800-1000Kg;而车身质量没减轻100kg,可节油0.2-3l/100km,通过用户的反馈和市场调研,一辆全承载的公交车每天比同尺寸的其它公交车将节省燃油5L以上。第三个,要讲述的是全承载技术在我国的应用和创新。全承载技术主要应用在8.4-13.7米的单层、层半,双层公路客车(目前也有客车厂家生产6米公路车在用全承载技术),9-18米的柴油,CNG,LPG,混合动力、纯电动和氢燃料城市客车上。全承载在中国的创新1989年安凯生产国内第一台全桁架客车底盘——真正的客车底盘。1993年,合肥淝河客车厂与德国凯斯鲍尔工厂签订《中德技术合作生产S215HD型全承载客车技术协议》,国内第一家生产时值240万以上人民币的高档豪华客车;生产配置航空式座椅和卫生间等设施的安凯牌豪华型客车,这是我国首次引进欧洲标准的豪华客车,带动中国道路旅客运输车辆技术的跳跃式发展。安凯公司作为我国引进全承载式技术的豪华客车企业,引发了中国客车的技术革命,不仅使中国客车技术赶上世界先进水平,1995年投入成渝高速客运并引发中国高速客运的新模式。也带动了中国高速客运业的发展,同时也推动了中国高速公路的同步发展。它的出现完全突破了国人的想像。之后,高速客运一定要上高档客车的理念迅速被国人接受,中国客车制造业的发展就此开始提速。”2000年,国内第一家全承载技术应用于城市客车上;2004年9月国内采用全承载技术生产电动城市公交客车第一家上国家发改委公告由于全承载的以上优点,因此1国家相关部门已经在制定标准,纯电动大客车必须使用全承载技术制作,因为1.相对于12米客车质量可以比其它结构客车轻700公斤便于抵消电池造成的质量增加;2.可以合理布置电池组;使其满足乘客空间最大化,电池组最多化;3.结构最可靠化2:交通部关于运力调整的指导性意见中强调对于城间高速公路和国省干线客运及旅游客运,要采用承载式专用客车底盘改装2005年6月,按GB/T17578-1998和ECE-R66标准在湖北襄樊汽车试验场进行了中国客车国内第一家安全侧翻试验,就是全承载客车,中国客车第一安全侧翻试验成功了。ECE-R66标准规定制造商必须证明客车从80cm高度的地方向下翻滚时,要保证车身变形后还有足够的乘客生存空间。这项标准的目标就是通过加强侧围与车顶骨架、低架链接强度,而全承载客车车身应用了力学的应力流原理使车身骨架强度和刚度达到了充分的利用。赛特拉客车是欧洲第一个获得ECEE1-66R-0001证书的客车制造商。1998年国家标准(GB/T17578-1998)就是乘客的生存空间的安全标准,是等同ECE-R66标准,很显然作为乘客的生存空间的安全是得到我们国家有关部门的高度重视,但是由于国内试验条件的限制,一直没有机会进行客车乘客区的生存空间的试验。2005年6月,湖北襄樊汽车试验场已具备试验条件。而这次成功的试验和利用引进技术相继开发的全系列产品成功上市证明了采用全承载技术的客车是当之无愧中国最安全的客车之一,也说明中国有了符合世界最安全的客车标准的客车。制造工艺要点全承载车身与传统的车身结构不同,在制作工艺上有显着区别。客车公司对车身设计已形成各自的设计准则,但基本要求是一致的:1)根据结构设计受力,选用不同规格、材质的矩形管进行组焊。2)底架基本上是有规则的截面梁、连接梁组成。3)车身结构件主要是采用
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 yudiyi110
yudiyi110
本文标题:全承载技术培训材料1
链接地址:https://www.777doc.com/doc-2689233 .html