您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 能源与动力工程 > 管道安装方案(煤化工)
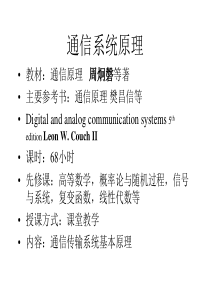
重大专项一般35万吨/年聚丙烯(一线)装置工艺管道施工方案编制:安全:审核:审定:目录1工程概况..................................................................12主要配管工作量............................................................13编制依据及验收规范........................................................14施工组织..................................................................25施工准备..................................................................36.管道施工..................................................................87管道焊接.................................................................178质量管理措施.............................................................209技术交工文件.............................................................2210HSE管理措施............................................................2311施工现场突发事件应急预案................................................2712管道施工重大危险源分析..................................................2813施工工作危害(JHA)分析记录............................................29-1-1工程概况35万吨/年聚丙烯装置采用中石化第二代环管法生产工艺技术,工艺生产过程中物料状态多,除气、液相外,还有悬浮液、浆料、粉料、粒料,其中催化剂浆料采用冷冻水夹套保冷,并且对某些输送粉料、粒料的的管道内表面加工要求严格,为减少流体阻力,装置采用了大曲率半径弯管,同时要求所有管件接口光滑。管道材料种类多、特殊管件多,管材有碳钢、不锈钢、低温钢,阀门的种类也较多,有球阀、三通球阀、固体卸料阀等特殊阀门。装置除火炬气、循环水、消防水外,其余管道管径不大。本装置管线安装共30872米,阀门安装3707台。管道级别为SHB、SHC两种,管道最高设计压力20.0MPa,介质为一氧化碳;最低设计压力0.02MPa,最高设计温度320℃,介质为中压蒸汽,最低设计温度-45℃,最大管径DN1200mm。管道施工的重点在聚合区。2主要配管工作量(见表1)表1主要配管工程量名称材质数量管道碳钢20628米不锈钢5492米低温钢4752米合计30872米阀门3707台管件21720件3编制依据及验收规范3.1GB50236-2011《现场设备、工业管道焊接工程施工规范》3.2GB50683-2011《现场设备、工业管道焊接工程施工质量验收规范》3.3GB50517-2010《石油化工金属管道工程施工质量验收规范》3.4SH3501-2011《石油化工有毒、可燃介质钢制管道工程施工及验收规范》3.5SH/T3517-2013《石油化工钢制管道工程施工技术规程》3.6GB50184-2011《工业金属管道工程施工质量验收规范》3.7SH/T3523-2009《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》3.8SH3518-2013《石油化工阀门检验与管理规范》3.9SH/T3546-2011《石油化工夹套管施工及验收规范》3.10SH3097-2000《石油化工静电接地设计规范》-2-3.11GB50484-2008《石油化工建设工程施工安全技术规范》3.12SEI设计图纸及设计提供的各种技术文件3.13北京燕华工程建设有限公司焊接工艺评定3.14SH/T3503-2007《石油化工建设工程项目交工技术文件规定》3.15SH/T3543-2007《石油化工建设工程项目施工过程技术文件规定》3.16中天合创化工项目管理部有关文件3.17SH/T3525-2004《石油化工低温钢焊接规程》4施工组织4.1现场管理体制网络及说明本工程设项目经理部代表公司履行工程承包合同,对工程现场施工过程的组织与管理负责。项目经理部实行项目经理负责制,设项目经理一名,对现场施工、经营人员负全面责任。设施工经理两名,负责工程施工调度、协调、指挥。设项目总工一名,负责工程技术、质量分项工作。设HSE经理一名,现场专职HSE检查人员二名,计划统计人员一名。经理部下设相关管理部门和施工队。4.2施工管理网络见下图4.3劳动力组织(见表2)项目部根据管道工程需要、工程量、现场实际情况以及施工条件、工程进度等,确定所需人员如下:项目总工XXX施工经理XXXGGENGHUANRAN配管技术员XXXHSE经理XXXHSE检查员各施工单位管道工程师XXX施工负责人XXX施工负责人XXX质量负责人XXX配管技术员XX配管技术员XXX项目经理XXXGGENGHUANRAN施工负责人XXX-3-表2管道施工劳动力组织计划日期15年03月15年04月15年05月15年06月15年07月15年08月15年09月15年10月15年11月15年12月总人数工种136202261309340356356314236139管工36688590909090806030电焊工30506065656565503020气焊工810121515151520105起重工6812202020201284架子工1020304040403030108油漆15152025354050506030力工15152030455050403020电工4466688664技术管理4468101212121212检测工881010141616141065施工准备5.1技术准备5.1.1管道开工前组织工艺施工技术人员进行图纸审查,并填写图纸汇审记录,图纸审查时应注意如下内容:设计文件资料是否齐全,能否满足施工需要;管道平面布置图与单线图尺寸、方向等的一致性;总材料表与图纸材料汇总后是否一致,有无遗漏;设计技术要求、质量标准的可行性;施工现场设备结构与管道布置是否合理,有无冲撞;熟悉图纸及技术要求,掌握施工难点及重点,及时了解供货情况,并对工作量进行汇总。5.1.2审图发现的问题由安装工艺技术人员填写“工程联络单”,施工前与设计联系进行确认解决。5.1.3图纸审查结束由项目部技术负责人汇总问题报业主项目部联系设计进行技术交底,解决技术问题,掌握施工难点。5.1.4熟悉施工应遵守的标准规范及设计要求,了解项目管理部制定的管线施工质量管理规则和有关施工方面的程序文件,并以此为依据编写施工方案。5.1.5施工方案经各方审批合格后交技术部门正式印发、编号、盖受控章、登记。5.1.6对施工班组进行详细的技术交底,使施工人员明确管道施工的质量要求,明确施工任务。-4-5.1.7根据单线图进行二次设计,标注焊口号,编制一次委托单。根据施工图纸对现场进行实地勘察,确定预制深度。5.1.8根据设计提供的管道等级向监理部提交焊缝无损检测委托申请单,经监理审核后交检测部门。5.1.9根据设计文件划分工艺管线试压系统,编制工艺管道吹扫、试压方案。5.2配管工序(见下图)熟悉单线图及管线走向施工准备工程材料、消耗材料准备施工机具、劳动保护品准备组织焊接工艺评定焊工考试结构设备安装并办理交接管道材料的检查验收与管理合格证明书等材料的查收核对规格型号数量材质等目测检查外观质量材料的仪器检查:光谱、磁粉材料的入库及库房管理管道的预制加工管道下料坡口加工管道组对组对检查焊接检查焊接其他检查管架预制施工组合件的装配与检查封闭段下料固定口焊接、检验支吊架安装伴热管安装现场安装质量共检技术资料检查管道试压条件确认系统吹扫防腐绝热交工验收系统强度及严密性试验气体泄漏性试验-5-5.3施工机具准备(见表3)表3施工机具准备序号名称规格型号单位数量备注1拖车30吨台2运输管材2卡车12吨台3运输管材3吊车130吨台1吊装运输4吊车70吨台1吊装运输5吊车50吨台2吊装运输6吊车25吨台2吊装运输7电焊机WS-4001台65焊接8焊机房个209管工工具房个2010无齿锯J3G-400台14加工管道115芯电缆米180012压力表1.6-25Mpa个60试压13打压泵台4试压14空压机台2试压15手砂轮机台60加工坡口16坡口机台10加工坡口17焊条烘干箱ZYHC-150台2烘干焊条18焊条保温筒只6519倒链5T、3T、2T、1T台各1020水平绳米1000安全防护用21盘尺30米把10测量22水平尺把30测量23焊缝检测尺个6检查24游标卡尺把4测量5.4消耗材料准备(见表4)表4主要消耗材料准备序号名称规格单位数量备注1麻绳φ26米15002氧气带米60003乙炔带米60004电焊手把线302米15000-6-5石棉布卷806电阻焊钢网BEG16#XTKg6007苫布㎡400挡风棚8焊丝TiG-J50Kg15009焊丝H0Cr21Ni10Kg120010电焊条J427φ3.2Kg300011电焊条A132φ3.2Kg150012电焊条A132φ4.0Kg20013砂轮片φ150箱60014记号笔只30015石笔合8016不锈钢酸洗膏SM-2A型Kg15017棉丝Kg2005.5施工材料准备5.5.1在施工前重点检查管子及弯头的椭圆度。5.5.2所有管道组成件、管道支承件及焊材必须具有制造厂的质量证明书,其材质、规格、型号、质量应符合设计文件和相关标准的要求,并与实物核对。5.5.3管子在使用前应进行外观检查,其表面应符合下列要求:5.5.3.1管道使用前施工单位必须检查管件有无裂纹、缩孔、夹渣、折叠、重皮等缺陷以及锈蚀、凹陷及其它机械损伤的深度,深度不应超过产品相应标准允许的壁厚负偏差。5.5.3.2坡口的加工精度及粗糙度应达到设计要求或制造标准。5.5.3.3管道明显位置有清晰的产品标识。5.5.4管子、管件外观检查合格后进行除锈、刷漆,标记移植。5.5.5所有管子、管件、在使用前应按设计要求核对规格、材质、型号。经检查检验合格后,进行合格品标识,并与待检及检验不合格品进行隔离,妥善保管。5.6管道组成件检验本次施工所用管子、管件、阀门、紧固件等入库验证性检验由采购单位负责。5.6.1管子检验5.6.1.1管子在使用前,按设计要求核对管子的规格、数量和标记。5.6.1.2每批管子均要有质量证明书,若到货的管子的钢号、炉号与质量证明书不符或对特性数据有异议,供货方应按相应的标准作校验性或追溯到产品制造单位。异议-7-未解决之前,该批管子不得使用。5.6.2管件检验5.6.2.1管件外表面应有制造厂代号(商标)、规格、材料牌号和批号等标识,并与质量证明文件相符,否则不得使用。5.6.2.2管件的表面不得有裂纹,外观应光滑、无氧化皮,表面的其他缺陷不得超过产品标准规定的允许深度。坡口、螺纹加工精度应符合产品标准的要求。焊接管件的焊缝应成形良好,且与母材圆滑过渡,不得有裂纹、未熔合、未焊透、咬边等缺陷。5.6.2.3含镍低温钢、含钼奥氏体不锈钢管道组成件采用光谱分析对其主要合金元素含量进行验证性检验,每批抽检10%,且不少于一件。施工单位拿到采购单位验证性检验报告后再领用材料。5.6.2.4设计文件有低温冲击试验要求的材料,产品质量证明书有低温冲击试验结果,否则应按现行GB/T229的规定进行补项试验。5.6.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 nbflash
nbflash
本文标题:管道安装方案(煤化工)
链接地址:https://www.777doc.com/doc-274076 .html