您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 2.3实训项目8:数控铣床加工实例
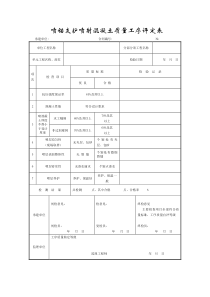
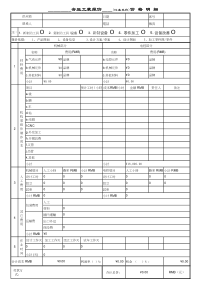
2.3数控铣床操作与加工实例输入程序的操作内容有程序的输入MDI(手动数据输入)程序的编辑与修改编辑程序,修改程序检查程序对程序指令错误、坐标值错误、几何图形错误等进行修改,待加工程序检查完全正确后,才能进行空运行操作。数控加工程序的输入刀具补偿和磨损补偿为保证加工精度,必须进行刀具补偿。每把刀具的补偿量需在执行或调试前输入,以便在程序的运行中自动补偿。数控加工程序的输入输入程序的操作内容有步骤:电源接通前后的检查操作回零操作主轴的操作铣刀安装操作数控铣床的基本操作手摇轮进给操作程序空运行操作机床急停操作步骤:刀具装夹完毕刀具的补偿值已输入数控系统将“FEEDRATEOVERRIDE”开关旋至适当位置置“SINGLEBOLCK”开关→“ON”数控铣床的运转操作置“OPTINALTOP”开关→“ON”置“MACHINELOCK”开关→“ON”置“DRYRUN”开关→“ON”工件的加工程序输入到数控系统后,经检验无误,在刀具的位置补偿值和刀尖圆弧半径补偿值已输入的前提下,便可进行机床的实际切削。数控铣床的空运行是指在不装工件的情况下,自动运行加工程序。在机床空运行之前,操作者必须完成下面的准备工作:夹紧工件加工程序的空运行操作空运行流程图完成了数控铣床的基本操作和运转之后,便可执行加工程序的空运行操作,其操作过程如图所示。加工程序的实际切削运行操作完成了数控铣床的基本操作、运转操作和加工程序的空运行操作之后,便可执行加工程序的实际切削运行操作,其操作过程如图所示。实际情形流程图数控系统软件功能菜单结构故障报警自动加工报警号显示错误内容显示选择加工状态运行状态程序校验重新运行保存断点恢复断点恢复断点后重新运行从指定序号开始运行程序编辑MDI参数索引修改指令输入权限恢复前值备份参数输入参数序列号查看刀库表刀偏表刀补表坐标系选择标刀MDI运行参数文件管理选择编辑程序保存文件查找替换程序字操作程序段删除图9-12数控系统软件功能菜单结构数控系统中操作面板上半区为控制系统操作区,显示屏用来显示坐标、程序、图形、诊断、报警等;字母键和数字键用来进行手动数据输入,程序、参数和指令的输入;功能键进行机床功能操作的选择。数控系统中操作面板下半区为机床操作区,用来进行机床的调整、运动的控制等。有急停、操作方式选择、轴向选择、切削速度调整、快速进给速度调整、主轴的启停、程序调试功能和M、S、T功能等。数控铣床面板的基本操作数控系统操作面板用来选择机床的操作方式。把旋转选钮旋到功能的相应位置,就可以选定编辑、手动输入、手动、回原点、手脉操作、自动执行、快速进给等方式。数控铣床面板的基本操作用来调整主轴转速。主轴实际转速为设定值乘以旋钮所指的倍率值。倍率旋钮逆旋,降低主轴转速,倍率旋钮顺旋,应该主轴转速。功能选择旋钮主轴转速倍率旋钮用于手动控制主轴正、反向转动和停止。选择手动控制方式,按正转,主轴正向转动;按反转,主轴反向转动;按停止,主轴停止转动。数控铣床面板的基本操作功能选择旋钮旋到手动方式(左图);主轴转速倍率旋钮置于100%(右图);按正转,执行原主轴转速;按停止,主轴停止转动;按停止→按反转,主轴反向转动。主轴停启按钮主轴操作用于手动移动坐标轴时选择运动坐标和运行方向。按下相应移动坐标轴按钮,机床运动,松开坐标轴按钮,机床运动停止。可同时按动几个坐标轴按钮,机床以合成运动运行。数控铣床面板的基本操作用来选择程序运行和坐标位置调整时进给速度的调整。进给速度倍率旋钮逆旋,降低进给速度,进给速度倍率旋钮顺旋,提高进给速度。坐标轴运动选择按钮进给速度倍率旋钮用于手动移动坐标轴时选择运动坐标和运行方向。按下相应移动坐标轴按钮,机床运动,松开坐标轴按钮,机床运动停止。可同时按动几个坐标轴按钮,机床以合成运动运行。数控铣床面板的基本操作用于准确调整机床机床位置。坐标轴选择按钮(中图)使用手摇脉冲发生器时选择坐标。移动量选择按钮(右图)使用手摇脉冲发生器时确定移动坐标的脉冲当量。坐标轴运动选择按钮手摇脉冲发生器功能选择旋钮旋到手脉操作(左1图);坐标轴选择“Z”轴(左2图);移动量选择100(左3图);-方向转动手轮,机床向左运动;+方向转动手轮,机床向右运动;例如:坐标轴选择“X”轴;移动量选择100;-方向转动手轮,机床向前运动;+方向转动手轮,机床向后运动;数控铣床面板的基本操作手摇脉冲发生器操作:在紧急情况下停止机床运动。启动键(中图)启动加工程序的执行。复位键(右图)用于终止加工程序的执行,也用于恢复参数的设置。数控铣床面板的基本操作用于程序编辑、手动输入、参数设置时输入。急停键(左图)字母键数控铣床加工实例——平面轮廓类零件(1)零件图的分析工件毛坯为¢85mm×30mm的圆柱件,材料为硬铝,加工其上部轮廓后形成如图所示的凸台。加工部分凸台的精度不高,可以按照图纸的基本尺寸进行编程,一次铣削完成。工艺分析及处理数控铣床加工实例——平面轮廓类零件(2)加工方案及刀具选择由于凸台的高度是5mm,工件轮廓外的切削余量不均匀,根据计算,选用¢10mm的圆柱形直柄铣刀可通过一次铣削成形凸台轮廓。工艺分析及处理数控铣床加工实例——平面轮廓类零件(3)零件的装夹及夹具的选择本例工件毛坯的外形是圆柱形,为使工件定位和装夹准确可靠,选择两块V形块和平口钳来进行装夹。工艺分析及处理数控铣床加工实例——平面轮廓类零件(4)刀具和切削用量的选择综合分析工件的材料和硬度、加工的精度要求、刀具的材料和耐用度、使用切削液等因素,主轴转速S设为800r/min,切削用量F设为40mm/min。工艺分析及处理数控铣床加工实例——平面轮廓类零件工件坐标系的确定工件坐标系原点确定得是否合适,对编程时节点坐标值的计算有着十分重要的作用。如果工件坐标系确定后,轮廓上的某些点的坐标值计算较麻烦,而将坐标系旋转一定角度后计算较简单时,可以使用坐标系旋转指令,但在同一个连续的轮轮廓上,一般不宜将轮廓分割后使用坐标系旋转,以增加程序的直观性和可读性。圆形工件一般将工件坐标系的原点选在圆心上,由于本例的加工轮廓关于圆心和X轴有一定的对称性,所以将工件的上表面中心作为工件坐标系的原点。根据计算,图中轮廓上各点的坐标分别是:A(27.5,21.651);B(5,34.641);C(-32.5,12.990);D(-32.5,-12.990);E(5.-34.641);F(27.5,-21.651)。程序编制数控铣床加工实例——平面轮廓类零件参考程序编制轮廓加工程序时,不但要选择合理的切入、切出点和切入、切出方向,还要考虑轮廓的公差带范围,尽可能使用公称尺寸来编程,而将尺寸偏差使用刀具半径补偿来调节,但如果轮廓上不同尺寸的公差带不在轮廓的同一侧,就应根据标注的尺寸公差选择准确合理的编程轮廓。切削液的开、关指令可不编入程序,在切削过程中根据需要用手动的方式打开或关闭切削液。程序编制数控铣床加工实例——平面轮廓类零件参考程序%03003N10G90G40G49;安全保护指令N20G55G00X50Y20S800M03;快速定位到第2工件坐标系N30G43H01Z-5;N40G01G42D02X27.5Y21.651F40;建立刀具补偿,切向轮廓上第1点(A点)N50X5Y34.641;切向轮廓上B点N60G03X-32.5Y12.990R25;C点N70G01Y-12.990;D点N80G03X5Y-34.641R25;E点程序编制数控铣床加工实例——平面轮廓类零件N90G01X27.5Y-21.651;F点N100G03Y21.651R25;切到A点,轮廓封闭N110G01G40X30Y40;取消刀具半径补偿N120G00G49Z30;N130M05;N140G91G28Z0;N150G90;N160M02;程序编制数控铣床加工实例——平面轮廓类零件数控铣床加工实例——平面轮廓类零件在加工过程中如果有完全相同的部分,可以将这相同的部分编成子程序,通过调用子程序来实现相同的部分加工。编子程序时要注意子程序的完整性和独立性,如果在其它工件上有和它完全相同的部分,这个子程序也可以被其它主程序调用。数控铣床加工实例——子程序数控铣床加工实例——子程序工件材料为45号钢,加工图中的矩形槽及其底部的圆孔。要加工的槽共有10个,其中每一排的5个槽的形状完全一样,仔细分析可知,第1排的槽和第2排的槽其形状和尺寸完全一样,只是旋转的角度不同,可以考虑使用坐标系旋转指令,这样还能使矩形槽轮廓的点的坐标值计算方便。关于挖槽的其它考虑因素与上例类似。由于矩形槽四角的过渡圆弧半径为R5mm,槽底部的圆孔直径为¢10mm;故选择直径为¢8mm的直柄键槽铣刀。主轴转速S选择800r/min,进给速度F选择:Z方向为20mm/min,XY方向为40mm/min。工艺分析及处理数控铣床加工实例——子程序一般在主程序中使用绝对坐标编程,可方便直观地确定每一个加工部分的具体位置,而在子程序中使用增量式编程,避免多次调用子程序出现的坐标干涉。也可使用G92指令在子程序中重新定义工件坐标系。从图中可以看出,加工的槽的位置呈前后、左右对称状,故工件坐标系的原点定在工件中心的上表面,将使加工的轮廓槽在整个工件上的位置很直观。由于10个矩形槽的形状和尺寸完全一样,只是旋转的角度不同,为了轮廓上节点坐标的计算方便和简化编程,用子程序来完成水平形状的矩形槽的切削,在主程序中通过旋转坐标系后分别调用子程序。在计算轮廓的节点坐标时,使用其公称尺寸来计算,它的公差在刀具半径补偿中和刀具实际尺寸一并考虑。程序编制数控铣床加工实例——子程序参考程序(1)主程序06001N010G90G69G40G49;N020G54G00X-60Y20;进入第1工件坐标系,定位到左上方槽的中心N030G00G43H01Z3;N040S800M03;N050G68R45;坐标系旋转45°N060M98P6002;调用子程序N070G69G00X-30;取消坐标系旋转,定位到第2个槽的中心程序编制数控铣床加工实例——子程序参考程序N080G68R45;坐标系旋转45°N090M98P6002;调用子程序N100G69G00X0;定位到第3个槽的中心N110G68R45;坐标系旋转45°N120M98P6002;调用子程序N130G69G00X30;定位到第4个槽的中心N140G68R45;N150M98P6002;N160G69G00X60;定位到第5个槽的中心程序编制数控铣床加工实例——子程序参考程序N170G68R45:N180M98P6002:N190G69G00Y-20;定位到第2排右面第1个槽的中心N200G68R-45;坐标系旋转-45°N210M98P6002;调用子程序N220G69G00X30;定位到第2排右面第2个槽的中心N230G68R-45;N240M98P6002;N250G69G00X0;定位到第2排右面第3个槽的中心程序编制数控铣床加工实例——子程序参考程序N260G68R-45;N270M98P6002;N280G69G00X-30;定位到第2排右面第4个槽的中心N290G68R-45;N300M98P6002;N310G69G00X-60;定位到最后5个槽的中心N320G68R-45;N330M98P6002;N340G69;取消坐标系旋转程序编制数控铣床加工实例——子程序参考程序N350G00G49Z50;退刀N360M05;N370G91G28Z0;N380G28X0Y0;N390G90;N400M02;程序编制数控铣床加工实例——子程序参考程序(2)子程序P06002:N10G91G01Z-9F20;切入到矩形槽底N20G01G41X-10Y7.5D02F40;切向矩形轮廓第1点并建立刀具半径补偿N30G03X-5Y-5R5;逆时针切削矩形轮廓N40G01Y-5;N50G03X5Y-5R5;N60G01X20;N70G03X5Y5R5;程序编制数控铣床加工实例——子程序参考程序N80G01Y5;N90G03X-5Y5R5;N100G
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 jacky31114
jacky31114
本文标题:2.3实训项目8:数控铣床加工实例
链接地址:https://www.777doc.com/doc-2754836 .html