您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 《金属压铸工艺与模具设计》第7章压铸模设计概述
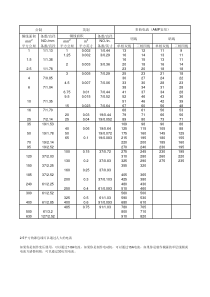
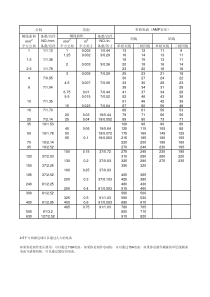
第7章压铸模设计概述(时间:1.5次课,3学时)第7章压铸模设计概述压铸模是进行压铸生产的主要工艺设备。压铸生产能否顺利进行,压铸件质量有无保证都与压铸模结构的合理性和先进性有关。设计时必须对铸件结构工艺性进行分析,了解所选用的压铸机的工作特性和技术参数,掌握不同情况下金属液的充填特性以及考虑加工制造条件和经济效果。第7章压铸模设计概述7.1压铸机特性曲线7.2压铸模设计原则7.3压铸模结构组成7.4分型面设计7.1压铸机特性曲线7.1.1压铸机压力-流量特性曲线7.1.2压铸模压力-流量特性曲线和工作点7.1压铸机特性曲线压铸模是压铸机的负载,压铸模的设计应该使压铸机的性能得到充分利用和有效发挥,也就是压铸模浇注系统应该与压铸机的压射系统相匹配,在金属液充填过程达到最佳状态。为此,首先需要了解压铸机的特性。7.1.1压铸机压力-流量特性曲线压铸机压射机构是一个由压力油驱动的往复式柱塞泵,如图7.1所示。压射活塞的左右两侧(环形侧和头侧)都有压力油流动。当压力油从右端进入时,压射活塞受头侧高压油的推动向左推进,环形侧的压力油则退回到储油槽。压铸机空载时(即压室内未浇入金属液),压射活塞左移时所受的阻力有:活塞与压射缸壁的摩擦阻力、环形侧的压力油流出时管道的阻力、压室与压射冲头之间的摩擦阻力等。这些阻力对每一种压铸机的作用都不同,甚至于同一型号的压铸机,由于制造厂家不同,新旧程度不同,其作用也都有所不同。压铸机说明书上标明的压射速度是指空载时的速度。经过对压铸机空载状态检测(如图7.2所示测试曲线),即可作出以压射比压为纵坐标,以金属液流量为横坐标的直角坐标曲线,这种曲线表示了压铸机的压射特性,称压铸机的压力-流量特性曲线。每种压铸机都有自己一定的特性曲线。当纵坐标是比压p、横坐标是流量的平方q2v时,此特性曲线表现为一直线。图7.3所示为典型压铸机压力-流量特性曲线。由图7.3可知,画该图只需两个点,即该直线与纵、横坐标轴的两个交点。直线与纵坐标轴的交点是压铸机空载结束时的压射比压,直线与横坐标轴的交点是压铸机空载时计算得出的金属液流量平方,这两个值都按测试曲线(见图7.2)计算而得。压铸机压力-流量特性曲线计算作图数据来自压铸机空载测试曲线及压射机构结构尺寸,计算作图步骤如下:(1)压射活塞两侧的面积分别与图7.2(a)及图7.2(b)测试所得的压力相乘,乘积之差即为作用于压射冲头上的压力。(2)作用于压射冲头上的压力除以压射冲头的面积,其商即为空载时的压射比压,也就是压铸机压力-流量特性曲线与P-q2v图中纵坐标轴的交点。(3)图7.2(c)中压射冲头行程除以时间,求得压射冲头的压射速度。7.1.1压铸机压力-流量特性曲线(4)压射冲头速度乘以压室截面积,其积为空载时的压射流量,此流量的平方即为压铸机压力-量特性曲线与P-q2v图中横坐标轴的交点。(5)连接以上两点,就得到该压铸机的压力-流量特性曲线。由上所得的曲线表示该压铸机压射机构为图7.1所示尺寸时的特性,若压射冲头尺寸变化,储能器压力变化及速度控制阀开度变化,此曲线都随之改变。压射冲头直径不同,压铸机压力-流量特性曲线很容易修正。因为作用在压射冲头上的压力一定时,冲头直径增大,则压射比压变小。而空载压射,冲头速度不变时,冲头面积越大,金属液流量亦越大。所以当压射冲头直径增大时,压铸机压力-流量特性曲线的斜率减小,如图7.4所示。储能器压力增大或降低时,最终压射比压和金属液流量都随之增大或减少,改变储能器内的压力,则所得的压力-流量特性曲线互相平行。因此,求出压铸机储能器某一压力下的压力-流量特性曲线后,若储能器压力变化则可修正成该储能器各种压力时的压力-流量特性曲线,如图7.5所示。压射速度是通过改变速度控制阀的开度来进行调整的。开度增大,压力油通过速度控制阀的流动阻力减小,进入压射腔的压力油流量大为增加,压射速度亦增大,因此,金属液流量随之增加。而速度控制阀开度变化,压铸机储能器压力却不受其影响,亦即压射比压不变。故速度控制阀不同开度的压铸机压力-流量特性曲线在纵坐标轴上交于一点,如图7.6所示。7.1.1压铸机压力-流量特性曲线7.1.1压铸机压力-流量特性曲线7.1.1压铸机压力-流量特性曲线7.1.1压铸机压力-流量特性曲线7.1.1压铸机压力-流量特性曲线7.1.1压铸机压力-流量特性曲线7.1.1压铸机压力-流量特性曲线7.1.1压铸机压力-流量特性曲线7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点金属液流过压铸模浇注系统时,因摩擦等原因会有能量损失,表现为金属液的压力下降,以致测得的金属液流速小于理论流速。实测流速与理论流速之比称为流量系数C0。C0的最大值为1(实测流速就是理论流速,但因摩擦阻力总是存在的,故C0不可能是1),C0的最小值为0(整个流动系统封闭且静止)。因此流量系数值C0在1~0之间。相同压射比压之下,摩擦阻力越小,流速越大,金属液流量就越大,压铸模压力-流量特性曲线斜度越小。而要达到同样流量时,流量系数越小需要的压射比压越大,如图7.10所示。C0=0.4是许多压铸模浇注系统流量系数代表值,C0=0.7则是希望值。7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点图7.12不同流量系数对内浇口处金属液流量的影响7.1.2压铸模压力-流量特性曲线和工作点图7.13压射冲头直径对内浇口处金属液流量的影响7.1.2压铸模压力-流量特性曲线和工作点图7.14储能器压力对内浇口处金属液流量的影响7.1.2压铸模压力-流量特性曲线和工作点图7.15调整压射速度控制阀对内浇口处金属液流量影响(a)—一圈;(b)—二圈;(c)—三圈及全打开7.1.2压铸模压力-流量特性曲线和工作点例:压铸机压射机构尺寸如图7.1所示,压铸铝合金压铸件,压铸件重量(包括浇注系统和溢流系统在内)为6.37N,密度为2.7g/cm3,折合压铸件的总体积为261cm3。压铸件的内浇口截面积An为70mm2,压铸时测量的压铸机测试曲线如图7.16所示。试求压铸机-压铸模体系压力-流量特性曲线、工作点的压射比压和泵出率、流量系数和内浇口流量。解:冲头移动的有效距离为(261÷19.63)cm≈13.5cm,大于图7.9(c)所示的129mm,因而是合理的。由图7.16得知,在充模时,环形侧的压力为1.36MPa,头侧的压力为2.6MPa。那么,金属液通过内浇口时所受的力可用头侧的作用力与环形侧的反作用力之差求得,即:头侧:2.6MPa×7854×10-6m2=20.42kN环形侧:1.36MPa×4006×10-6m2=5.45kN作用在压射冲头的压力为(20.42-5.45)kN=14.97kN,这个作用力包括压射时的阻力(即摩擦力),实际作用在内浇口处的压力小于此力。压射时的冲头速度从图7.16(c)可以算出为(129÷65)m/s=1.98m/s。内浇口的流速vn为(1.98×1963÷70)m/s=55.5m/s。不考虑摩擦力,压射比压为14.97kN÷(1963×10-6m2)=7626kPa≈7.6MPa。泵出率为1.98m/s×l963×10-6m2=0.00388m3/s=3.88L/s。7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点7.1.2压铸模压力-流量特性曲线和工作点7.2压铸模设计原则压铸模设计应该遵循以下原则:(1)压铸模所成型的压铸件应符合几何形状、尺寸精度、力学性能和表面质量等技术要求。(2)模具应适应压铸生产的工艺要求。(3)在保证压铸件质量和安全生产的前提下,应采用先进、简单的结构。压铸模应操作简单、动作可靠、构件有足够的强度和刚度、装拆方便、便于维修、使用寿命长。(4)模具零件加工工艺性好,技术要求合理。(5)掌握压铸机的技术规范,选用合适的压铸机,充分发挥压铸机的生产能力。(6)在条件许可时,模具尽可能实现标准化、通用化,以缩短设计制造周期,方便管理。7.3压铸模结构组成压铸模由定模和动模两部分组成。定模固定在压铸机定模安装板上,定模上有形成直浇道的浇口套,浇口套与压铸机的喷嘴或压室相接;动模固定在压铸机动模安装板上,并随动模安装板作开合模移动。合模时,动模与定模闭合构成型腔和浇注系统,金属液在高压下充满型腔。开模时,动模与定模分开,借助设在动模上的推出机构将压铸件推出。压铸模的结构组成较复杂,结构形式多种多样,图7.18所示模具为典型压铸模的结构组成,根据模具上各个零件所起的作用,压铸模分为以下几个部分:7.3压铸模结构组成7.3压铸模结构组成(1)成型零件。动定模合拢后构成型腔的零件称成型零件。成型零件包括固定的和活动的镶块和型芯。如图7.18中的动模镶块22、定模镶块23、型芯24及侧型芯21。(2)浇注系统。浇注系统是连接模具型腔与压室,引导金属液进入型腔的通道。它是由直浇道、横浇道、内浇口及余料组成的。图7.18中的浇口套25、浇道镶块26等构成浇注系统。(3)导向零件。导向零件是引导动模开合模时可靠地按一定方向进行运动并确保动定模准确定位的零件。导向零件一般由导柱和导套组成,如图7.18中的导柱28、导套30。(4)推出机构。推出机构是指铸件成型后动、定模分开,把铸件从模具中推出的装置。一般情况下,推出机构由推杆、复位杆、推杆固定板、推板以及用于推出机构导向的推板导柱、推板导套等组成。如图7.18中零件4、5、3、10、9及6、7。(5)抽芯机构。铸件的侧面有凹凸或孔穴时,需要用侧型芯来成型。在铸件脱模之前,必须先将侧型芯从铸件中抽出,这个使侧型芯移动的机构称为抽芯机构或侧向抽芯机构。抽芯机构的形式很多,图7.18所示的模具为斜导柱抽芯机构,由斜导柱18、滑块17、楔紧块16、挡块12、弹簧15、螺杆14等组成,由斜导柱驱动侧型芯移动,完成侧向抽芯。(6)排溢系统。排溢系统是指根据金属液在型腔中的充填情况而设计的溢料槽和排气槽,其作用是排除型腔中的气体、涂料残渣以及冷污金属液。溢料槽的设置要与浇注系统相配合,以便更好发挥作用,一般开设在成型零件上,位于最先流入型腔的金属液流的末端;排气槽一般开设在分型面上,也可以用通孔套板的型芯头间隙、推杆间隙等排气。(7)冷却系统。为了平衡模具温度,使模具在要求的温度下工作,防止型腔温度急剧变化而影响铸件质量,模具常设置冷却系统。冷却系统一般是在模具上开设冷却水道。(8)模体。模体包括定模座板、定模套板、动模座板、动模套板、支承板、垫块等。模体起装配、定位和安装作用。如图中的零件27、19、1、32、31、8等。除上述部分之外,压铸模内还有紧固用的螺钉、圆柱销等。7.4分型面设计7.4.1分型面的形式7.4.2分型面选择原则7.4分型面设计分型面的确定是模具设计中的第一个程序。将模具适当地分成两个或两个以上可以分离的主要部分,可以分离部分的接触表面分开时能够取出压铸件及浇注系统,成型时又必须紧密接触,这样的接触表面称为模具的分型面。分型面的表示一般是:为了分开模具,若分型面两边的模具都移动,就用“←|→”表示;若一方不动另一方移动,则用“←|”表示,“|”表示分型面位置,箭头指向移动方向。假如一副压铸模上有多个分型面,就按分开的先后次序标出“A”、“B”、“C”、……或“Ⅰ”、“Ⅱ”、“Ⅲ”、……等。7.4.1分型面的形式分型面的形状基本上有以下几种形式:(1)平直分型面。分型面为一平面且平行于压铸机动、定模安装板平面。如图7.19(a)所示。(2)倾斜分型面。分型面与压铸机动、定模安装板成一角度,如图7.19(b)所示。(3)阶梯分型面(又称折线分
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 supersb008
supersb008
本文标题:《金属压铸工艺与模具设计》第7章压铸模设计概述
链接地址:https://www.777doc.com/doc-279314 .html