您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 学习情境二数控刀具的选择-项目二数控车床刀具的选用
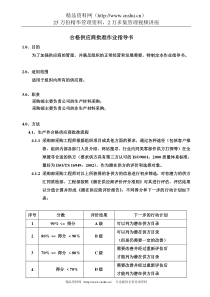
佛山职业技术学院主讲教师:杨老师项目二数控车床刀具的选用数控车床是目前使用最广泛的数控机床之一。主要是加工轴类、盘类等回转体零件的。通过数控加工程序的运行,它能自动完成内外圆柱面、圆锥面、圆弧面或非圆弧曲线轮廓面、端面和螺纹等工序的切削加工,并能进行车槽、钻孔、镗孔、扩孔、铰孔等加工。此外,数控车削中心还可以在一次装夹中完成更多的加工工序,包括钻、铣、攻螺纹等。数控车床上的各种加工方法外圆车刀内孔车刀螺纹车刀常用车刀铰刀钻头丝锥钻削刀具1.刀具分类:外圆车刀、内孔车刀、螺纹车刀、切断切槽刀一、数控车削刀具1)外圆车刀外圆车刀主偏角Kγ=95°该95°主偏角车刀主要用于外圆及端面的半精加工及精加工,其刀片为菱形,通用性好.外圆车刀主偏角Kγ=45°45°主偏角车刀主要用于外圆及端面车削.主要用于粗车,其刀片为四方形,所以可以转位八次,经济性好.外圆车刀主偏角Kγ=75°该75°主偏角车刀只能用于外圆粗车削,其刀片为四方形,所以可以转位八次,经济性好.该75°主偏角车刀只能用于外圆粗车削,该主偏角车刀为MCLNR车刀刀片的补充应用.外圆车刀主偏角Kγ=93°该93°主偏角车刀,其刀片为D形刀片,刀尖角为55°,刀尖强度相对较弱,所以该车刀主要用于仿形精加工.外圆车刀主偏角Kγ=90°该90°主偏角车刀只能用于外圆粗精车削,其刀片为三角形,切削刃较长,刀片可以转位六次,经济性好2)内孔车刀根据以下切削方式选择内孔车削刀具形式与主偏角:外螺纹车刀3)螺纹车刀带修光刃的螺纹刀片•可加工出包括牙顶在内的完整螺纹牙型•保证了正确的底径和顶径•在车削螺纹前,毛坯不需车削,车后不需去毛刺内螺纹车刀4)切断切槽刀•QZQ,QZSR,QZS,QT四大系列•最小切槽宽度1.1mm•最大切断直径60mm•左刀右刀任意选择外圆切断刀•刀具中心高20、25、32•最大切断直径120•最小切宽2.5•刀片规格2.5、3、4、5、6ZP切断2.数控车削用刀具的特点:(1)精度高:刀片刀杆精度高并采用微调刀杆提高刀具精度(2)可靠性好:结构可靠断屑稳定(3)换刀迅速:提高加工效率(4)刀片材料:硬质合金涂层材料(5)刀杆截形:方形圆形(与车床刀架系统有关)3.可转位硬质合金刀片型号:(ISO)刀片形状刀片主切削刃法向后角刀片尺寸精度刀片固定方式及有无断屑槽形刀片主切削刃长度刀片厚度刀尖圆角半径或刀尖转角形状刀片切削刃形状刀片切削方向断屑槽形式及槽宽4.机夹可转位硬质合金刀片的选择:1).刀片的夹紧方式:(1)杠杆式定位精度高切屑流出顺(故常用)(2)螺钉夹紧:2).刀片形状的选择:(1)选择原则:刀尖角越大,刀尖强度越大,所以粗加工时,大余量选用大刀尖角刀具;精加工时,小余量选用小刀尖角刀具。(2)粗加工时:SCW精加工时:DV仿形加工:R90度主偏角采用T形刀片•3).刀片后角的选择:•(1)选择原则:刀具后角大小会影响刀具头部强度,并影响加工表面粗糙度,选择后角主要考虑加工性质,切屑形状及工件材料等因素,所以粗加工、半精加工选小后角,精加工用大后角铸铁碳钢(强度、硬度高)材料宜选用小后角不锈钢及铝合金(塑性材料)用大后角保证精度(2)后角选择:粗加工:N(0度)精加工一般材料:P(11)C(7度)•4)左、右手刀柄的选择主要用三个方面进行选择:看刀架是前置还是后置看前刀面是朝上还是朝下看进给方向是从右到左,还是从左到右若前置刀架、前刀面朝上、进给方向从右到左就选R型刀柄•5).刀尖圆弧半径的选择:(1)选择原则:车刀圆弧半径主要影响切屑效率、刀尖强度、被加工表面粗糙度及表面精度小余量、小进给精车采用小圆弧半径;反之,采用大刀尖圆弧半径(2)刀尖圆弧半径的选择:粗加工时为提高刀尖强度,允许大进给量应采用()刀尖加工半径。精加工时为保证加工质量,应采用()刀尖圆弧半径•6).断屑槽形状选择:•(1)基本槽形状类型:•基本槽形按加工类型有•精加工(F)普通加工(M)粗加工(R)(2)断屑槽的选择:深切屑易断但强度小断屑槽的形状一方面影响断屑效果,同时也影响刀刃强度,随着从粗加工到精加工变化,切削力量显著减小,刀刃强度也减小所以断屑槽选择时要依据工件材料、切削条件分别进行选择•试述下列刀片含义•1.CNMG120408-KM•2.VCGG160404-UM•3.SNMG120408-KM表4.2数控车削类刀具型号与应用负前角外圆车刀(95度外圆车刀)MCLNR2020K12切削刃长度刀杆长度125mm刀柄长*宽20*20右手刀法向后角95度偏刀C型刀片螺钉上压式河南农业职业学院
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 summary4
summary4
本文标题:学习情境二数控刀具的选择-项目二数控车床刀具的选用
链接地址:https://www.777doc.com/doc-281802 .html