您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 土壤质量评价的生物指标及其相关性研究进展
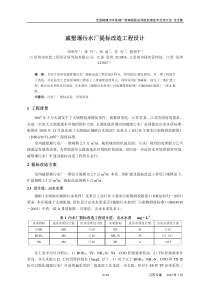
第7章模具制造中的测量技术检测手段在模具中应用的意义:验证零部件在加工工艺上的精度要求;保证模具的装配状态;严格控制成型件的废品率;检测测量分类:理论数据与实测数据对比判断工件合格与否;(点的检测点位公差)理论形状与实测形状对比判断工件合格与否;(线或面的检测形位公差)实物数据采样(扫描,抄数)7.1.1模具检验常用的样板.样板的分类1)按照用途分类有下料样板、加工样板、装配划线样板和装配角度样板等。在模具制造中,用的最多的是加工样板。2)按照空间形状分类有平面样板、立体样板(样箱)。3)按制作样板的材料有木材、薄铁皮、油毡和纸板等。样板的应用用塞尺或透光目测法检查样板与型腔表面的间隙对于大、中型弯曲模的凸、凹模工作表面的曲线和折线用样板控制加工一些回转体的模具零件(如车削),其形状和尺寸可由样板检验轮廓样板常常用于常规机械加工前,在复杂型面(压铸模、塑料模)上的划线,也可以用于钳工装配修调模具镶块的检验7.1.2模具检验常用的三维样型1.样型和样架1)主模型一些复杂三维曲面冲压件设计、加工、检验的原始依据工艺主模型是覆盖件冲模制造中所用的各种模型和样板的母模,同时还可作凸模和压边圈仿形加工的靠模2)工艺主模型3)样架样架即研修模型,是检验凸模立体形面与工艺主模型的一致性的量具,还可作凹模的仿铣靠模4)投影样板和断面样板投影样板是根据所测零件有关轮廓投影到平面上的形状和尺寸制造的5)立体样板立体样板主要用于覆盖件控制修边模的曲面形状和尺寸2.检具它一般是塑料材质,在汽车、拖拉机等领域广泛应用。分为:单件检具、分总成检具、总成检具。前者检测单个制件的加工状态,后二者检测各个制件之间的装配状态。7.2模具零件检验用的常规量具7.2.1尺寸精度的常规测量工具1.游标量具游标量具分为游标卡尺、游标深度尺和游标高度尺。量值的整数部分从本尺上读出,小数部分从游标尺上读出。是利用光标原理(主尺上的刻线间距和游标尺上的线距之差)来读出小数部分游标卡尺游标卡尺能精确的测的工件的内径、外径、高度、深度、长度等深度卡尺高度卡尺深度卡尺用于测量工件的深度尺寸、台阶高度尺寸高度卡尺主要用于工件的高度测量和钳工精密划线2.千分尺千分尺分为机械式千分尺和电子千分尺两类(相应的也有白分尺,原理一样但精度低一个数量级机械式千分尺是利用精密螺纹副原理测长的掌上型通用长度测量工具。精密螺杆在螺母中每转动一圈﹐即沿轴线移动一个螺距。用螺杆转动的角度来表示移动的距离。主要用于精密测量工件的外形尺寸,改变千分尺测量面形状和尺架等就可以制成不同用途的千分尺,例如有用于测量内径﹑螺纹中径﹑齿轮公法线或深度等的千分尺3.测微仪(比较仪)分为:机械式比较仪、光学比较仪和电学比较仪测量时,先用量块研合组成与被测基本尺寸相等的量块组,再用此量块组使测微仪指针对零,然后换上被测工件,测微仪指针指示的即为被测尺寸的偏差值。测微仪的测量精度高,主要用于高精度的圆柱形、球形等零件的测量4.量规量规是一种没有刻度的专用检验工具,它的制造精度很高,量规的测量值是确定的,不可调有:光滑极限量规,塞规,卡规或环规,高度量规等,量规的一端按被检验零件的最小实体尺寸制造称为止规,标记为Z0;量规的另一端按被检验零件的最大尺寸制造称为通规,标记为T0各种量规5.塞尺塞尺用于测量间隙尺寸。在检验被测尺寸是否合格时,可以用通止法或松紧程度判断。塞尺一般最薄的为0.02毫米;最厚的为3毫米塞尺6.量块也叫块规,常用到的定检设备,测量面表面粗糙度很低,Ra≦0.016微米,具有良好的研合性,可用于不同长度的组合测量,通常在恒温干燥度要求较高过的环境下保存。成套块规7.2.2形位误差的测量工具1.水平仪水平仪利用重力现象测量微小角度。除了用于测量机床或其它设备导轨的直线度和工件平面的平面度外﹐也常用在安装机床或其它设备时检验其水平和垂直位置的正确与否。水平仪主要分为水平泡式水平仪和电子水平仪两类水平泡式水平仪电子水平仪其工作原理是利用磁芯与绕阻之间的相对偏移角度而发生电感量产生相应的角度读数电感式电子水平仪工作原理2.指示表常用的指示表有钟表式百分表(分度值0.01mm)、钟表式千分表(分度值0.001~0.005mm)杠杆百分表(分度值0.01mm)和杠杆千分表(分度值0.002mm)等类型它常用于零件形状和位置误差以及小位移的长度测量7.2.3角度和锥度的测量用具1.角度样板和锥度量块角度样板常用于检验螺纹车刀、成型刀具及零件上斜面或倒角等,角度样板是用于检验外锥体,是根据被测角度的两个极限尺寸制成的,因此有通端和止端之分角度样板示意图锥度量块能在两个具有研合性的平面间形成准确角度的量规。利用角度量块附件把不同角度的量块组成需要的角度,常用于检定角度样板和万能角度尺等,也可用于直接测量精密模具零件的角度角度量块2.正弦尺正弦尺是锥度测量常用量具,也可用于机床,在加工带角度的零件时用作精密定位。正弦规常用于测量小于45°的角度sin=H/L7.2.4表面粗糙度测量工具1.表面粗糙度样块是以目测比较法来判断工件表面光洁度的工具,表面粗糙度样块一般用于粗糙度较大的工件表面的近似评定1)表面粗糙度样块的加工纹理方向及材料应可能与被测零件相同,否则易发生错误的判断。2)比较法多为目测,常用于评定低和中等粗糙度值,也可借助于放大镜Ra(0.4~1.6)μm级用)、显微镜或专用的粗糙度比较显微镜进行比较(Ra0.4μm以下)。需要注意:2.双管显微镜双管显微镜是根据光切法原理测量表面粗糙度的仪器,一般按Rz(也可按Rmax)评定Rz(50~1.6)μm级的表面粗糙度。测量范围决定于物镜的倍率,对大型模具零件与内表面的粗糙度,可采用印模法复制被测表面模型,再用双管显微镜进行测量1-底座;2-工作台紧固螺丝;3、20-工作台纵横百分尺;4-工作台;5-V形块;6-观察管;7-目镜测微计;8-紧固螺钉;9-物镜工作距离调节手轮;10-镜管支架;11-支臂;12-立柱;13-支臂锁紧手柄;14-支臂升、降螺母;15-照明管;16-物镜焦距调节环;17-光线投射位置调节螺钉;18、19-可换物镜(1)原理光源1发出的光,通过狭缝形成一条扁平的带状光束,以45°左右的角度投射到被测表面上,调整仪器可使此投射光束自被测表面反射后进入斜置45°的观察光管,于是从目镜中可看到一条凹凸不平的亮带(A向视图中未打点的部分)。此亮带即工件表面上被照亮了的狭长部分的放大轮廓。测量出此亮带的高度H(图c)即可求出被测表面上的实际不平度高度h1-双标线;2-刻度筒;3-可动分划板;4-固定分划板a)目镜千分尺b光切图c光路图(2)使用方法步骤1)选取一对合适的物镜分别安装在两镜管的下端2)接通光源。3)把被测件放在工作台上,若被测件不位于物镜的正下方,则调整工作台,转动支臂11进行对准4)调整手轮9,使显微镜徐缓下降,直至在被测表面上能看到扁平的绿色光带为止。光带方向要与表面的加工痕迹垂直。5)调整调节环16和调节螺钉17,使在目镜视场中央出现最窄最清晰的亮带6)测量7)计算5215151谷峰aaNRZ计算公式N为物镜放大率3.电动轮廓仪又称表面粗糙度检查仪或侧面仪,是利用针描法来测量表面粗糙度一般是由传感器、驱动器、指示表、记录器、工作台等主要部件组成。其原理是触针的针尖沿被测表面以等速读缓慢地滑行,工件表面的微观不平度使针尖上下移动,其移动量通过传感器等装置,并将信号加以放大和计算处理或记录下来。轮廓仪按其传感器的工作原理分为电感式及压电式。原理图实物图7.3工具显微镜7.3.1万能工具显微镜的组成及原理1.万能工具显微镜的结构1-纵向微动手轮;2、14-纵向滑台3-纵向读数显微镜;4-光圈调节环;5-横向读数显微镜;6-立柱;7、18-主显微镜;8-立柱倾斜调节柄9、16-横向滑台;10-顶尖座;11-工作台;12-底座;13-横向微动手轮;15、17-刻度线局部放大图按工具显微镜的工作台的大小和可移动的距离、测量精度的高低以及测量范围的宽窄,一般分为小型,大型和万能型及重型。它们的测量精度和测量范围不同,但基本结构、测量方法大致相同底座12上有互像垂直的纵、横向导轨。纵向滑台2、14;横向滑台9、16可彼此独立地沿纵、横向粗动、微动和锁紧。纵向滑台2上装有纵向玻璃刻线尺和安放工件的玻璃工作台10,玻璃刻线尺的移动量,即被测工件移动量,可由固定在底座上的纵向读数显微镜3读出。横向滑台9、16上装有横向刻线尺和立柱6,立柱的悬臂上装有瞄准用的主显微镜7、18。主显微镜在横向的移动可通过横向刻线尺15、17及固定在底座上另一横向读数显微镜4读出。被测工件放在工作台上或装在两顶针之间,由玻璃工作台下面射出一平行光束照明。主显微镜可沿立柱升降以调整焦距,可由此显微镜看到被测工件的轮廓影像。工作原理工具显微镜的瞄准机构接触瞄准系统1-光源;2-带双刻线分划板;3-透镜4-反转镜;5-放大物镜;6-主显微镜米字线分划板工具显微镜的瞄准机构用于测量时瞄准工件。各种工具显微镜的瞄准机构常用的是显微目镜,万能工具显微镜还可采用光学接触器工具显微镜的光学系统1-光源;2-滤色片;3-可变光阑;4-反光镜;5-聚光镜;6-工作台玻璃板7-物镜组;8-正象棱镜;9-保护玻璃10-刻度盘;11-米字线分划板;12-目镜组;13-测角读数显微镜(2)工具显微镜纵、横向读数装置在工具显微镜上,工作台纵、横向移动距离的读数装置常用类似千分尺的测微螺旋机构,分度值为0.01mm或0.005mm。万能工具显微镜则一般采用阿基米得螺旋显微镜,分度值为1μm。在显微镜读数镜头中可看到三种刻度:一种是毫米玻璃刻线尺上的刻度,其间距代表1mm;一种是目镜视野中间隔为0.1mm的刻度;一种是有十圈多一点的阿基米得螺旋刻度和螺旋线里面圆周上一摆格圆周刻度,每格圆周刻度代表阿基米得螺旋移动0.001mm阿基米得螺旋线显微镜的读数7.3.2万能工具显微镜的基本测量方法1)影像测量法2)轴切测量法3)光学接触法4)直角坐标测量法5)极坐标测量法影像法的视场示意7.3.3万能工具显微镜在模具零件检验中的应用1.样板与模具轮廓的测量测量样板或对模具轮廓检验一般采用直角坐标测量法、极坐标测量法或采用光学接触法测量圆弧的检测法hKhR12sin12sin圆弧的计算公式—为目镜米字线交角,其值为60°或120°K1—计算系数。当=60°时,K1=1;=120°时,K1=6.463h—测量读数差值当被测圆弧较大,视场中只能看到其中一部分时,=60°时,K2=0.866;=120°时,K2=1.897R=K2AB-K1H2.锥角的测量用万能工具显微镜测量锥角,一般可以利用仪器附件如分度台、分度头、测角目镜等进行直接测量LdDarctg22HLLarctg2221对于图a对于图b3.多孔凹模位置度误差的测量采用工具显微镜测量该多孔凹模的方法可用直角坐标测量法221xxx221yyy首先按基准A、B面找正凹模,使其与工具显微镜的纵、横坐标方向一致。然后测出x1、x2和y1、y2,则孔的圆心坐标x、y为:,222yxffffx和fy综合误差为:将x、y与设计给定的尺寸比较,得到偏差值7.4三坐标测量机三坐标测量机的主要功能:1)可实现空间点的测量,方便地实现公差、形位的检测2)由于计算机的引入,可实现自动化和再学习功能3)在逆向工程技术7.4.1三坐标测量机的分类及构成工作方式可分为:单点测量方式和连续扫描测量方式按结构可分类:有桥式测量机、龙门式测量机、水平臂(单臂或悬臂)、坐标镗床式式测量机和便携式测量机按测量范围可分为大型、中型和小型。按测量精度可分为精密型(计量型),生产型2.三坐标测量机的构成三坐标测量机的结构形式,是由三个正交的直线运动轴构成的,三坐标测量机的基本构成主要由测量机主体、测量系统、控制系统和数据处理系统组成a、b)悬臂式;c、d)桥式;e、f)龙门式;g)立柱式;h)坐标镗床式三坐标测量机的结构形式
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 xiaoshi331
xiaoshi331
本文标题:土壤质量评价的生物指标及其相关性研究进展
链接地址:https://www.777doc.com/doc-285563 .html