您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 模具检查表新型(1)
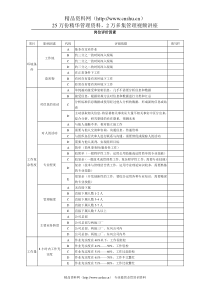
公司名记录年月厂家验收顾客验收设计担当热流道**检查日检查员式外出荷样观出荷T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1防腐T1T1T1T1T1T1出荷T1T1是否有部品标记(确认部品的位置)是否做了决定必要位置的加工(锁扣等)必要的部品有无拔出螺纹孔(一个二个)是否有防腐处理(出荷前)外形尺寸是否符图纸(能否安装在预定成型机上)长喷嘴的式样内径加工间隙尺寸(φ135)顶杆孔的尺寸.间距是否符图纸R符图纸 R21定位圈上是否封印尺寸是否符图纸(φ100 120 150)安装孔的余量是否够安装孔的尺寸.间距是否符图纸平衡是否好(螺丝孔的位置正确否)导柱的长度是否够.弯曲.拉着.油槽.排气导套是否有台肩或横向顶丝固定侧是否有保护锁块(PL面上有突形)吊物是否平衡(各顶板的螺丝孔处理)基准面是否有标记螺丝有无弯曲和龟裂(确认部品)350t的时候要使其能采取一点吊 (爱丽思的特别式样)吊的平衡是否好挂上钢丝绳时有无干涉物对突出物品的保护是否到位固定板和对各个板上的水嘴的保护热流道模具在换色时型板是否能分离确认为防止各型板丢失是否进行了丝锥处理支脚*4的粗细 平衡性螺丝是否够深根据模具的重量选择的型号是否合适(是否安全)周围有无干涉物(装卸有无问题)有/无有/无有/无OK/NG检查项目是否有标牌 (模具尺寸.重量...)喷嘴NO是否按用户的式样表示的是否安装了防开模板(操作侧和反操作侧)防开模板的螺丝是否够深(是否全部拧进)防开模板是否容易装卸(是否和成型机的拉杆相冲突)OK/NGOK/NGOK/NG有/无有/无有/无有/无OK/NGOK/NG有/无OK/NGOK/NG有/无有/无OK/NGOK/NGOK/NG有/无备考有/无OK/NG有/无OK/NGOK/NG模具检查表(新型)最终检查日:检查员:模具番号:模具品名:固定板成形机的安装安全性外观及安全保障吊环分解组装PL面开闭移动作业模具尺寸制作国式样书完了日:月日预定总工时:天;实际工时:天;改造天数天 T3月日T4月日T5月日完了日年月日发注日:年月日T1:年月日()T2月日()成形机 TON分类喷嘴定位环OK/NGOK/NGOK/NGOK/NGOK/NGOK/NGOK/NGOK/NG模具检查表(新型)厂家验收顾客验收设计担当检查日检查员出荷出荷出荷出荷出荷T1T1T1T1T1T1T1T1T1T1T1T1T1T1出荷T1T1T1T1T1T1出荷出荷出荷出荷出荷出荷出荷T1T1出荷出荷出荷T2T2T1T1厂家验收顾客验收设计担当有/无OK/NG有/无有/无有/无有/无OK/NGOK/NGOK/NGOK/NGOK/NGOK/NGOK/NG有/无PL面碰面锁块制品关系制品部分OK/NG有/无有/无有/无OK/NGOK/NG热流道配线式样表示镶块喷嘴升温有/无OK/NG分类备考检查项目OK/NG有无断线.漏电防止断线.漏电的措施(电线是否包上)使用线的种类是否达到效果有/无有/无OK/NGOK/NGOK/NGOK/NGOK/NGOK/NG有/无有/无有/无有/无有/无是否固定或扎线结束部和配线盒是否作好(+.-极)是否使用了指定物品(加热圈.配线材质)模具侧面的浇口番号是否有表示G1~OK/NGOK/NGOK/NGOK/NGOK/NGOK/NG材质有无问题 (SUS)确认尺寸中心芯子有无弯曲或破损有无异物中心芯子和浇口的中心有无错位配线盒的安装位置是否适当并符合式样集成线路的配线是否使用了φ13有无漏料(照像有无)树脂通路和各部分加工是否确实做好(铁屑的清扫)出荷前是否交换了O形圈和软铁圈热线圈的容量采取MAX的设计有无问题升温时间在目标时间内(30分左右)温度控制是否正常中心芯子的长度是否适合(温度升高膨胀后.约凸出0.1MM)有料道残留(为防止料道残留加工采用锥度)基本设计有无问题.是否使用了指定材质是否使用了固定拴并焊接(防漏)花纹处理有无问题(脱花.色目)焊接有无问题(空洞.裂纹)光泽处理有无问题光洁度处理无问题否放电面抛光面数据是否有记录(NH,BH,MH)各部分的温度设定是否有差距(多点浇口的时候)一点喷嘴调整热量有无问题制品面的抛光方向是否一致.筋及深处上段差.毛边是否按指示做的有无紧或塌陷凸凹的研合精度有无问题是否进行了指定的热处理耐磨板的安装PL面的截面(碰面状况.塌陷等)碰面面积是否充分有无线或部分接触最终胡须纹部产生部位是否用分割镶块形式对策竖向PL面有无拉着或塌陷碰面面积是否充分有无线或部分接触(压着方向是否合适)是否有油槽(横截部)最终检查日:检查员:模具番号:模具品名:有无毛边(PL面有无损伤)表面光洁度良好否模具检查表(新型)最终检查日:模具番号:检查日检查员T1T1T1T1T1T1T1出荷出荷出荷T1/T2T2T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1厂家验收顾客验收设计担当有/无OK/NG有/无有/无有/无有/无其他分类OK/NG制品入子的组装通水冷却备考有/无OK/NG有/无OK/NGOK/NG油压机构配管式样表示动作其他配管式样表示OK/NG有/无OK/NGOK/NG有/无有/无OK/NGOK/NGOK/NG有/无有/无OK/NGOK/NGOK/NG有/无有/无OK/NG有/无有/无OK/NGOK/NGOK/NGOK/NG有/无有/无有/无检查项目各个入子的嵌合有无问题有无段差.划痕等是否刻了钢印(考虑保养性)有/无OK/NGOK/NGOK/NGOK/NGOK/NG研模膏和光明丹是否清扫干净是否清扫了跑气用的入子.确认排气槽是否进行了防腐处理(洁露对策;花纹光面镜面)流向平衡是否有问题(吐出量.胡须状.憋气)处理完镶嵌的入子是否采取了防脱落的措施是否进行了丝椎处理有无打出孔有无塞树脂试模后的清扫槽里是否有油固定.整理是否确实做好.是否有干涉是否使用了指定物品 (使用PT3/8水嘴)冷却镶块的安装位置.方向是否一致或符表示冷却回路是否有NG.IN.OUT等的表示憋气发生的位置设置跑气入子.确认对策有无漏水压力实验 (有无)6kg/m25分是否使用了生料带.丝堵是否起作用隔水板的方向.高度和V型加工入子的贯通加工和弯曲是否漏油(各连接部确认)为防止把油压管压坏是否采取了保护措施长度是否合造冷却状态.型腔是否充分冷却芯子的冷却状态是否充分.有无冷却不良的入子用指定水压测试.通水是否充分.(有无不通部分)水管的排水.是否防锈处理薄型:支持形式:SD形密封圈:青橡胶限位开关 YR101 R磁性近底座基本采用搁楼形.L字不行本体要使用垫片固定使用多根的时候是否有表示IN.OUT的配管.各连接突起部的凸凹的水嘴的组合是否有误是否使用耐高压的(210KG/CM)的油管太阳铁工批量形式:B批量.支持形式:FY形.密封圈:青重量平衡是否有问题动作是否顺畅有无拉着射出压力是否小于油压滑块油嘴的安装位置.方向是否确切.且符式样是否在指定油压.压力下动作(70KG/CM~150KG/CM)是否安装和活塞相连接的防转螺丝动作时是否有干涉模具在关闭的状态下.确认能否安装.卸下模具品名:检查员:组装是否有余量是否有油漕.最终检查日:检查员:模具番号:模具品名:模具检查表(新型)检查日检查员T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1出荷出荷φ 本厂家验收顾客验收设计担当检查日检查员T1有/无OK/NGOK/NGOK/NGOK/NG有/无有/无OK/NGOK/NGOK/NG有/无OK/NG备考OK/NG有/无有/无分类检查员:模具品名:有/无有/无有/无有/无动作其他顶出机构顶杆顶出镶块回程杆推板有/无有/无有/无OK/NGOK/NGOK/NG有/无有/无有/无有/无顶管冷却有无问题有/无有/无OK/NGOK/NGOK/NGOK/NGOK/NGOK/NG有/无检查项目嵌和有无问题(径.间距.间厚)精度管理有无防转销是否打字码(考虑保养)是否有火(HRC58~60确认品质)顶管有无必要间隙有无干涉(径.间距)导柱是否使用沾火料回程杆的碰面是否良好回程杆的头部是否倒角顶管高度有无问题时间差顶杆动作有无问题(动作量)孔内径是否用铰刀加工是否使用了特殊型号(扁形极细阶梯其他)在表面按回位弹簧时要在背面把螺丝角落的镶块要注意斜度的设定和推杆孔的间隙环式镶块要却认是否有冷却环式镶块的有配管型.动作时要确认是否有干涉推板上是否有冷却厚度是否够.是否会弯分型面是否设计缓冲块或勒聚胺脂块回位弹簧和导柱的位置设计有无问题(因弯曲而动作不良)早回位弹簧是否能顺畅回位(0面)100T以上的自动落下无问题否150T以上自动取出无问题否环式镶块顶出时是否会因重量发生平衡不良(支点确认)动作部位是否使用了无油导套和轴承顶板和芯子和顶杆导柱位置有无错位设定的行程能否顺畅动作顶杆眼加工间距是否良好(有无紧)离型的行程有无问题动作时使用油缸的时候.构造和轴承是否无问题是否使用特殊构造(轴承.2段顶出.斜向凸轮)有无顶杆回位确认限位(防止滑块和顶杆相互干涉)有无强制回位的装置(防止滑块和顶杆相互干涉)顶出有无白化是否多肉有无拉着(顶杆.导柱)是否使用了中荷重的弹簧固定板上是否安装了顶杆孔用的垫片出荷前顶杆是否清扫好(润滑油.研磨膏)是否确认了备品的种类荷数量OK/NG有/无组装部品滑块系列分类备考检查项目模具品名:检查员:模具番号:有/无模具检查表(新型)斜导柱是否有防转销最终检查日:T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1倾斜杆T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1T1厂家验收顾客验收设计担当检查日检查员T1T1T1OK/NGOK/NGOK/NG有/无倾斜顶出机构组装部品动作部品组装动作滑块系列OK/NG有/无OK/NG有/无OK/NGOK/NG有/无OK/NGOK/NGOK/NGOK/NGOK/NGOK/NGOK/NGOK/NG有/无有/无OK/NGOK/NGOK/NG有/无有/无有/无有/无OK/NGOK/NGOK/NGOK/NG斜导柱是否进行了热处理斜导柱是否固定(有间隙NG)斜导柱是否进行了研磨加工有/无OK/NGOK/NGOK/NGOK/NGOK/NG是否取R角.孔内部是否用铰刀加工合模时斜导柱和孔是否干涉.组装时确认精度是否安装了耐磨板(热处理.有油漕)为了减少动作的相互抵抗是否进行必要的避空加工杆的径是否充分考虑强度荷性滑块的挡块的力量是否小于弹簧的力量固定滑块的镙丝从滑块侧按防转销导柱孔是否倒R角 (C面导角不可)模具关闭到侧面时.管配管的长度是否够动作是否顺畅.弹簧是否归位动作间隙是否没有问题用手是否能推动比较重滑块上是否使用了无油板和导轨各部分是否进行了指定的热处理是否考虑耐久性分别使用了材质冷却是否采用了效果良好的布局有无必要的锁板或记号导套类的防脱措施制品取出的设计有无问题必要的部分是否给油了(大滑块是否按了油嘴)各组合部因为精度的误差有无碰面过强过紧因上侧的滑块重量出现保持不良.并出现斜导柱动作是否考虑了动作强度后采用尺寸和材质有无油槽支点,动作面是否采用了无油的轴承整体设计的倾斜和倒杆要记入在备考栏芯子和杆之间有无间隙,有无防脱措施顶出时,因结构不良有无白化入子研合面的碰面有无问题按设定的行程能否顺畅动作早回位的弹簧能否顺畅回位各指定部分是否进行了热处理有无拉着是否做了0.2的间隙的基本加工有无因精度不良出现间隙而影响离形芯子和杆的底面碰面是否好备考有/无有/无有/无三板模分类部品组装检查项目支撑杆的径合适否.有无弯曲.拉着否料把的取出容易否有无防转有无冷料井.有无取出用抓用模具检查表(新型)最终检查日:检查员:模具番号:模具品名:T1T1T1T1T1T1T1T1T1出荷T1T1T1T1T1T1T1T1T1T1T1T1T2出荷T2T1T1T1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 ytlovezyt
ytlovezyt
本文标题:模具检查表新型(1)
链接地址:https://www.777doc.com/doc-286773 .html