您好,欢迎访问三七文档
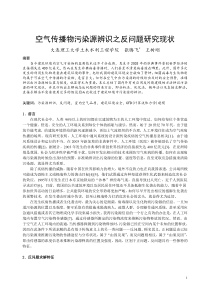
第五章实验型数控铣床的控制系统-30-第五章实验型数控铣床的控制系统数控系统与被控机床本体的结合体称为数控机床。它集机械制造、计算机、微电子、现代控制及精密测量等多种技术为一体,使传统的机械加工工艺发生了质的变化。这个变化的本质就在于用数控系统实现了加工过程的自动化。5.1数控系统的组成数控系统一般由输入/输出装置、数控装置、驱动控制装置、机床电气逻辑控制装置四部分组成,机床本体为被控对象,如图5-1所示。图5-1数控系统组成的一般形式数控系统是严格按照外部输入的程序对工件进行自动加工的。数控加工程序按零件加工顺序记载机床加工所需的各种信息,有零件加工的轨迹信息(如几何形状和几何尺寸等)、工艺信息(如进给速度和主轴转速等)及开关命令(如换刀、冷却液开/关和工作装/卸等)。加工程序常常记录在各种信息载体上,通过各种输入装置,信息载体上的数控加工程序将被数控装置所接收。现代数控系统采用可编程控制器取代了传统的机床电器逻辑控制装置,用可编程控制程序实现数控机床的各种继电器控制逻辑。可编程控制第五章实验型数控铣床的控制系统-31-器可位于数控装置之外,称独立型可编程控制器;可以与数控装置合为一体,称内装型可编程控制器。5.2PLC控制系统设计的基本内容可编程逻辑控制器(ProgrammableLogicController,简称PLC)是以微处理器为核心的工业控制装置。它是计算机家族中的一员,是为了工业控制应用而设计的,主要用于代替继电器实现逻辑控制。这种控制装置将传统的继电器控制系统与计算机技术结合在一起,具有高可靠性,灵活通用,易于编程,使用方便等特点,而且随着技术的发展,它的功能早已大大超出了逻辑控制的范围,因此近年来在工业自动控制,机电一体化,改造传统产业方面得到广泛地应用。虽然各种PLC的组成各不相同,但是在结构上是基本相同的,一般由CPU,存储器,输入输出设备(I/O)和其他的可选部件组成。CPU是PLC的核心,它用于输入各种指令,完成预定的任务。自整定,预测控制和模糊控制等先进的控制算法也已经在CPU中得到了应用存储器包括随机存储器RAM和只读存储器ROM,通常将程序以及所有的固定参数固化在ROM中,RAM则为程序运行提供了存储实时数据与计算中间变量的空间;输入输出系统(I/O)使过程状态和参数输入到PLC的通道以及实时控制信号输出的通道,这些通道可以有模拟量输入、模拟量输出、开关量输入、开关量输出、脉冲量输入等,使PLC的应用十分广泛。5.2.1PLC控制系统设计的基本原则任何一种控制系统都是为了实现被控对象的工艺要求,以提高生产效率和产品质量。因此,在设计PLC控制系统时,应遵循以下基本原则:(1)最大限度地满足被控对象的控制要求充分发挥PLC的功能,最大限度地满足被控对象的控制要求,是设计PLC控制系统的首要前提,这也是设计中最重要的一条原则。这就要求设第五章实验型数控铣床的控制系统-32-计人员在设计前就要深入现场进行调查研究,收集控制现场的资料,收集相关先进的国内、国外资料。同时要注意和现场的工程管理人员、工程技术人员、现场操作人员紧密配合,拟定控制方案,共同解决设计中的重点问题和疑难问题。(2)保证PLC控制系统安全可靠V+p#F*]T$Z$^1保证PLC控制系统能够长期安全、可靠、稳定运行,是设计控制系统的重要原则。这就要求设计者在系统设计、元器件选择、软件编程上要全面考虑,以确保控制系统安全可靠。例如:应该保证PLC程序不仅在正常条件下运行,而且在非正常情况下(如突然掉电再上电、按钮按错等),也能正常工作。(3)力求简单、经济、使用及维修方便一个新的控制工程固然能提高产品的质量和数量,带来巨大的经济效益和社会效益,但新工程的投入、技术的培训、设备的维护也将导致运行资金的增加。因此,在满足控制要求的前提下,一方面要注意不断地扩大工程的效益,另一方面也要注意不断地降低工程的成本。这就要求设计者不仅应该使控制系统简单、经济,而且要使控制系统的使用和维护方便、成本低,不宜盲目追求自动化和高指标。(4)适应发展的需要由于技术的不断发展,控制系统的要求也将会不断地提高,设计时要适当考虑到今后控制系统发展和完善的需要。这就要求在选择PLC、输入/输出模块、I/O点数和内存容量时,要适当留有裕量,以满足今后生产的发展和工艺的改进。5.2.2PLC控制系统设计的基本步骤(1)确定系统运行方式与控制方式。PLC可构成各种各样的控制系统,如单机控制系统、集中控制系统等。在进行应用系统设计时,要确定第五章实验型数控铣床的控制系统-33-系统的构成形式。(2)选择用户输入设备(按钮、操作开关、限位开关、传感器等)、输出设备(继电器、接触器、信号灯等执行元件)以及由输出设备驱动的控制对象(电动机、电磁阀等)。这些设备属于一般的电气元件,其选择的方法属于其他课程的内容。(3)PLC的选择。PLC是控制系统的核心部件,正确选择PLC对于保证整个控制系统的技术经济指标起着重要的作用。选择PLC应包括机型选择、容量选择、I/O模块选择、电源模块选择等。(4)分配I/O点,绘制I/O连接图,必要时还须设计控制台(柜)。5.3步进电机驱动器的选择步进电机的运行特性与配套使用的驱动电源有密切联系。驱动电源由环形脉冲分配器、功率放大器组成如图5-2所示:图5-2驱动电源驱动电源是将变频信号源(微机或数控装置等)送来的脉冲信号及方向信号按照要求的配电方式自动地循环供给电动机的各个绕组,以驱动电动机的转子正反向旋转。从计算机输出口或从环形分配器输出的信号脉冲电流一般只有几个毫安,不能直接驱动步进电机,必须采用功率放大器将脉冲电流进行放大,使其增加到几至几十毫安,从而驱动步进电机运转。第五章实验型数控铣床的控制系统-34-因此,只要控制输入电脉冲的数量和频率就可精确地控制步进电机的转角和速度。环形分配器输出的电流很小(毫安级),不能直接驱动步进电机,需要功率器将脉冲电流放大到几安培甚至几十安培,才能驱动电动机。放大电路对步进电机的性能起着非常重要的作用。功率放大的类型很多,从放大元器件来分,可以用功率晶体管、可关断晶闸管、混合元件来组成放大电路;从工作原理来分,有单电压、高低电压切换、恒流斩波、调频调压、细分驱动电路等。从工作原理上讲,目前用的最多的是恒流斩波电路。CNC系统对步进电机驱动电源的要求是要能提供幅值足够、前沿较好的激磁电流,并且本身功耗小,效率高,运行可靠平稳。基于以上原则,作者采用了SH-20806C型步进电机驱动器,该型驱动器用于驱动四通电机42、45、56、57、86BYG系列以及其他品牌两相混合式步进电机,采用改善半步运行模式。由于采用了H桥恒相流驱动方式,并允许较大的输入电压范围,保证了电机的快速响应。尤其是采用特殊技术消除了标准半步驱动方式下的力矩波动,从而使电机出力提高约40%,同时抑制了振动,降低了噪音。超大规模集成电路的使用结合四通电机成熟完善的功率电子技术,使该款驱动器具有高功率,小体积,性能突出,成本低廉的特点。适用于分辨率要求不高,大批量,低成本的应用场合。5.4变频器的选择5.4.1变频器的结构它主要包括接线端子和操作面板两大部分。操作面板用来进行内部控制方式的各种操作和各种参数的设置。接线端子使变频器和电动机、外部控制信号连接。常用控制信号接线端子的功能如下表所示。第五章实验型数控铣床的控制系统-35-端子号端子名称端子功能相关参数的设定值1频率设定用电位器输入端电位器的固定端接端子1、3,中心引线接2。调节电位器,即可改变设定频率P09:应设为22频率设定模拟量输入端3公共端5运行/停止输入端5与3导通,变频器RUN,否则STOPP08:应设为46正转/反转输入端6与3导通,电动机正转,否则反转10开路式输出端根据P25的设定值的不同,10、11接通的意义不同。详细说明请参考使用说明书。11开路式输出端A继电器触头输出端A-C为常开触头、B-C为常闭触头,根据P26的设定值的不同,触头导通的意义不同。详细说明请参考使用说明书B继电器触头输出端C继电器触头输出端5.4.2运行方式VFO超小型变频器有内部运行和外部运行两种运行模式。内部运行模式由操作面板上的各种控制键实现变频器频率的设定和运行、停止以及正、反转控制。外部运行模式用连接在1、2、3端子上的外部电位器设定变频器的频第五章实验型数控铣床的控制系统-36-率以及用连接在5、6与3之间的开关的闭合、断开来控制变频器的运行、停止和正反转。5.5定位模块的选择三菱公司的FX2N系列PLC在工业控制中应用非常广泛,利用其强大的功能指令能开发出较复杂的控制功能,如专用数控机床上常用的两轴联动功能。但要设计出有变频升降速等一系列很完善的两轴联动功能,编程烦琐,同时系统的控制速度很难达到。因此,在开发如专用数控刨床、数控雕刻机、自动碾铆机等一些专用设备时,往往用PLC扩展专用模块FX2N-20GM来负责那些复杂的控制功能。20GM是三菱公司的两轴定位控制单元,属于带CPU的智能模块,它可实现完善的直线插补、圆弧插补等控制功能;它与PLC并行工作,不但提高了控制功能及速度,而且大大简化了编程工作。选用FX2N-20GM脉冲发生单元(后面称作“PGU”),通过给伺服电机驱动器或步进电机驱动器发脉冲,可实现两轴定位(可实现两轴联动控制)。作为PLC的一种特殊模块,可单独工作,也可与PLC连接使用。当与FX2N系列的PLC连接使用时,利用模块自带扁平电缆直接与PLC的扩展口或扩展模块扩展口连接;模块地址依与PLC连接的顺序从左往右分别为#0、#1、#2、……;与PLC之间使用FROM和TO指令传递数据与命令。5.5.1主要控制信号FX2N-20GM脉冲发生单元主要控制信号的功能和意义,如下表所示:Y轴X轴连接器管脚号连接器管脚号名称功能COM11COM211START自动操作开始输入端212STOP停止运行输入端313ZRN手动回原位输入端第五章实验型数控铣床的控制系统-37-414FWD正向旋转控制输入端515RVS反向旋转输入端616DOG原位信号输入端717LSF正向限位开关输入端818RSF反向限位开关输入端919COM1输入信号公共端COM41COM31SVRDY伺服准备好2,122,12COM6(Y)COM3(X)1、11的公共端66FP正向脉冲输出端7、8、17、187、8、17、18VINFP、RP的电源输入(5V、24V)9、199、19COM9(Y)COM5(X)FP、RP的公共端1111SVEND伺服定位完成1313PG0原位开关输入端1414COM8(Y)COM4(X)原位开关公共端1616RP反向脉冲输出端5.5.2主要参数FX2N-20GM脉冲发生单元主要参数如下表所示:参数编号缓冲区地址名称功能与意义X轴Y轴字节0920094002单位体系确定定位值、速度值的单位(0、1、2)。1920294022脉冲率电动机转动一圈所需脉冲数量2920494042进给率电动机转动一圈,运动机构的位移量3920694062最小命令单元脉冲当量(0、1、2、3)4920894082最大速度运动机构可以达到的最大速度5921094102手动速度手动时,运动机构的运动速度6921294122点动速度点动时,运动机构的运动速度7921494142最低速度运动机构最低运动速度第五章实验型数控铣床的控制系统-38-8921694162加速时间速度从零上升到设定工作速度的时间9921894182减速时间速度从运行工作速度下降到零的时间11922294222脉冲输出0-双脉冲输出,1-单脉冲输出12922494242旋转方向0-正脉冲正转,1-正脉冲反转13922694262同原位速度同原位时,运动机构的速度14922894282同原位爬行速度同原位时,运动机构的爬行速度15923094302原位坐标值同原位后的坐标设定值19923894382DOG输入逻辑0-常开触头,1-常闭触头20GM的大部分参数均可由PLC进行读写操作,少部分参数只能进行读操作。5.6控
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 wangjizi126
wangjizi126
本文标题:9第五章控制系统
链接地址:https://www.777doc.com/doc-2898735 .html