您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 综合/其它 > 3电气控制系统故障诊断与维修.
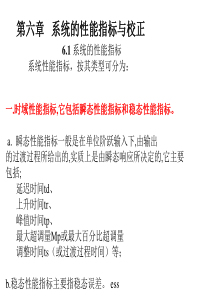
第3章机床电气与PLC的故障诊断及维修数控机床电气控制系统的故障“弱电”故障CNCPLCMDI/CRT伺服驱动单元输入输出单元“强电”故障继电器接触器开关熔断器电动机电源变压器电磁铁行程开关本节主要讲述数控机床强电控制系统的故障诊断、维修及日常维护。3.1机床电气电源是数控系统乃至整个机床正常工作的能量来源,它失效或故障的直接结果是造成系统的停机甚至毁坏整个系统。电源配置应尽量做到以下几点:1)提供独立的配电箱而不与其他设备串用。2)电网供电质量较差的地区应配备三相交流稳压装置。3)电源始端有良好的接地。4)电柜内电器元件的布局和交、直流电线的敷设要相互隔离3.1.1电源配置电源配置原理图•电气原理图主要用来描述电气线路的构成及其工作原理,表明电气控制系统中各电气元件的作用及相互关系,对电气控制系统的安装接线、运行维护、故障分析和维修管理等有重要的作用。大型数控机床的电气图往往有几十页,甚至上百页,数控机床维修人员应该多研读电气图纸,并且消化吸收,弄清各元器件之间的相互关系及控制信号的来龙去脉,这样才能在机床发生故障时,快速、准确判断故障原因,解除故障,及时恢复生产。3.1.2根据电气原理图诊断电气控制系统故障例2:按数控机床的起动按钮,显示器无显示,数控装置无任何输出。分析与处理过程:1.由电源配置原理图可知,在各自动空气开关接通的情况下,开关电源的24V直流电压经过KA0的常开触点给数控装置供电,由于开关电源和继电器的故障率较高,所以首先检查这两个器件是否正常。2.常用万用表判定开关电源是否存在故障,在通电的情况下测量其各输出点电压是否正常,若无输出,再测量其输入端有无交流电压,若无交流输入或交流输入不正常,则根据电气原理图,向前检查交流电路是否正常;若交流输入正常,则可判断开关电源故障。3.如果开关电源有直流24V电压输出,则测量继电器触点的一端L+和开关电源M之间是否有电压输出,如果没有,则可判定是继电器KA0故障,否则,检查至数控装置的电源接线是否可靠。例3:按下机床起动按钮,数控装置起动,没有报警显示,但各进给轴均不动作。分析与处理过程1.由电源配置原理图可知,伺服驱动器电源模块PSM的主回路电源经接触器KM0的主触点引入,由下图可知,KM0线圈的通断由PSM的内部继电器触点控制。2.在机床正常起动过程中,当数控装置起动完成后,PSM内部继电器触点接通,应该听到接触器KM0吸合的声音,而此时却没有听到。3.检查接触器KM0,用万用表测得线圈电压为0,触点没有吸合,所以各轴均不动作。4.根据下图,使用万用表测量CX3的1、3引脚,发现内部触点已经接通,所以,应该是KM0接触器线圈的电源故障。5.经检查,发现电源在接线端子排上的导线松动,旋紧后故障排除例4:按下机床起动按钮,数控装置起动,没有报警显示,但各进给轴均不动作。分析与处理过程1.由电源配置原理图可知,伺服驱动器电源模块PSM的主回路电源经接触器KM0的主触点引入,由下图可知,KM0线圈的通断由PSM的内部继电器触点控制。2.在机床正常起动过程中,当数控装置起动完成后,PSM内部继电器触点接通,应该听到接触器KM0吸合的声音,而此时却没有听到。3.检查接触器KM0,用万用表测得线圈电压为0,触点没有吸合,所以各轴均不动作。4.使用万用表测量CX3的1、3引脚,发现内部触点已经接通,应该是KM0接触器线圈的电源故障。5.经检查,发现电源在接线端子排上的导线松动,旋紧后故障排除。•数控机床一般在电磁环境比较恶劣的工业现场使用,电磁干扰较大,而且电气柜中各种电气部件之间,电源电缆、驱动器的动力电缆、信号电缆之间也存在着电磁干扰。干扰会影响数控机床的可靠性和稳定性,是造成数控系统“软”故障,且容易被忽视的一个重要因素。因此,为了使数控机床能够稳定、可靠地运行,在数控机床的设计和生产过程中,采取了各种措施提高数控机床的抗干扰能力。3.1.3数控机床的抗干扰1)正确连接机床、系统的地线抗干扰措施:例5:某配套FANUC0i-MC的立式加工中心,在回参考点时出现参考点位置不稳定,参考点定位精度差的故障分析与处理过程:1.可能的原因是:编码器零位脉冲不良或回参考点速度太低。由于参考点零位脉冲检查需要有示波器进行,维修时一般可以先检查回参考点速度和位置增益的设置。2.经检查该机床在手动方式下工作正常,参考点减速速度、位置环增益设置正确,测量编码器+5V电压正常,回参考点的动作过程正确。因此,可以初步判定故障是由于编码器零位脉冲受到干扰而引起的。例5:3.在参数设置正确时,可能的原因为“零脉冲”信号不良。由于零位脉冲的信号脉宽较窄,它对干扰十分敏感,因此必须针对以下几方面进行检查:编码器的供电电压必须在+5V±0.2V的范围内,当小于4.75V时,将会引起“零脉冲”的输出干扰;编码器反馈的屏蔽线必须可靠连接,并尽可能使位置反馈电缆远离干扰源与动力线路;编码器本身的“零脉冲”输出必须正确,满足系统对零位脉冲的要求;参考点减速开关所使用的电源必须平稳,不允许有大的脉动。4.进一步检查发现,该轴编码器连接电缆的屏蔽线脱落,重新连接后,参考点定位恢复稳定,定位精度达到原机床要求。1.除非进行必要的调整和维修,否则不允许随意开启电柜,更不允许加工时敞开柜门。2.注意观察电柜内粉尘堆积情况,定期清洁电柜内的粉尘,定期更换过滤网。3.定期检查各个接线端子的连接情况,防止由于螺钉松动引起的各种故障发生。4.定期检查机床的接地是否变差,三相电压是否平衡。5.定期检查机床润滑情况、机械情况、铁屑清除情况、活动电缆防护情况、并观察冷却液是否泄漏。6.定期检查备份的数据是否有效。7.定期对程序区进行清理,将不用的程序及时删除。3.1.4电气控制系统的日常维护8.定期更换存储器用电池9.对机床每一次停机原因进行详细的记录10.经常观察机床的使用情况,及时发现并制止可能引起机床故障或安全事故的各种违章操作,及时发现机床出现的各种异常现象。11.若CNC系统长期不用闲置的情况下,要经常给系统通电,防止潮气,保证电子元件性能的稳定。12.在每一次长期停机前检查机床的状况并做好数据存储工作,在每一次长期停机后的首次开机前认真检查一遍机床电柜的情况3.1.4电气控制系统的日常维护•PLC(programmablelogiccontroller)称为可编程控制器,独立的PLC可以作为很多自动化设备的通用控制器,由于其控制功能强、使用方便、性价比高、抗干扰能力强,在工业现场得到广泛应用。•在数控系统中,CNC和PLC分工合作完成对数控机床的控制,PLC主要实现M、S、T指令的处理以及数控机床的外围辅助电器的控制,因此,也称为可编程机床控制器,称之为PMC(programmablemachinetoolcontroller)。3.2数控系统中的PLC机床操作面板上的各按键、开关信号都是直接进入PLC面板上的各种指示灯信号则由PLC的输出信号控制2、机床外部开关输入信号3、PLC的输出信号机床侧至PMCPMC至机床CNC至PMCPMC至CNC3.2.2FANUC0i系统中PMC的信息交换CNCPMCMT(机床)YXFGFANUCPMC中的信号类型字母信号类型字母信号类型X来自机床侧的输入信号(MT-PMC)C计数器Y由PMC输出到机床侧的信号(PMC-MT)T定时器F来自CNC的输入信号(CNC-PMC)K保持型继电器G由PMC输出到CNC的信号(PMC-CNC)D数据表R内部继电器L标记号A信息显示请求信号P子程序号例如:当按下数控机床的急停按钮时,*ESP从机床侧送到PLC,输入地址为X8.4,该地址是CNC生产厂家定义的,用户不能改变。按下按钮时,急停按钮的接常闭触点断开,X8.4由“1”变“0”,通过PMC程序使G8.4产生相应的下降沿,如图所示。当G8.4为“0”时CNC被复位,并使机床处于急停状态.除急停信号外,还有一些X信号的地址也是固定的,不能随意改动,例如各轴返回参考点的减速信号,对应地址X9.0~X9.3,分别是第1~4轴返回参考点的减速信号,如图所示。这些减速信号在PMC程序中不需要处理。各具体信号的地址及功能参见附录3.2.3西门子802D系统中PLC的信息交换在西门子802D数控系统中,NCK、PLC、机床三者之间的信息交换和FANUC系统相似,只是具体的表示方法不同。字母信号类型字母信号类型I由机床侧输入到PLC的信号(MT-PLC)T定时器Q由PLC输出到机床侧的信号(PLC-MT)M标志存储器VNCK和PLC之间的信号(PLC-NCK)SM特殊状态存储器C计数器A累加器西门子PLC中的信号类型V地址的含义在西门子802D数控系统中,PLC和NCK之间的信息交换通过数据存储区的V地址来实现,V表示PLC存储器中的数据区,字母V后面跟8位数字,分别代表不同的含义,如图所示。例7:V38001000表示数据区内地址为38001000的一个字节,该字节的数据由PLC送给NCK,其中V38001000.0代表数控机床第一轴的负限位开关信号。V38011000.0则代表数控机床第二轴的负限位开关信号,如下表所示。在原理图中,X轴负限位开关的输入地址为I1.3,经下图所示的PLC程序送给V38001000.0,该地址的信号状态由PLC送给NCK,NCK使X轴运动停止,并输出报警信息。例:对于西门子802D系统,机床急停信号的输入地址可以在允许的范围内由PLC程序编制者或者程序使用者自行定义,例如把急停按钮的信号与I2.0对应的端子连接,如图所示梯形图程序,当急停按钮按下时,常闭触点断开,V26000000.1被置“1”,该信号从PLC送给NCK,使机床处于急停状态。V26000000各位的含义如表所示与PLC相关的故障主要有三种表现形式有明确的报警信息,通过报警信息可直接找到故障原因有报警信息,但不能反映真正的故障原因没有报警信息及故障提示3.3通过PLC进行故障诊断PLC是CNC与数控机床之间信号传递与处理的中间环节,机床侧的开关、按键、传感器等输入信号首先送给PLC处理;CNC对机床侧的控制信号也要经过PLC传递给机床侧的继电器、接触器、电磁阀、指示灯等电器元件;PLC还要把指令执行的结果及机床的状态反馈给CNC。3.3.1FANUC0i系统通过PMC进行故障诊断FANUC0i系统提供了强大的系统功能,用于PMC程序的编辑、监控及诊断,帮助调试及维修人员快速、准确查找故障原因。定时器设定画面计数器设定画面系统的诊断功能画面当编程了某个指令,而这个指令却看起来没有执行时,可以通过诊断号000到015观察系统内部状态。当自动运行停止或暂停时,可以通过诊断号020到025确定系统的内部状态。例8:一数控机床在自动运行状态中,每当执行M8(切削液喷淋)这一辅助功能指令时,加工程序就不再往下执行了。此时,管道是有切削液喷出的,系统无任何报警提示分析与处理过程:1.调出诊断功能画面,发现诊断号000为1,即系统正在执行辅助功能,切削液喷淋这一辅助功能未执行完成(在系统中未能确认切削液是否己喷出,而事实上切削液已喷出)。2.查阅电气图,发现在切削液管道上装有流量开关,用以确认切削液是否已喷出。在执行M8这一指令并确认有切削液喷出的同时,在PMC程序的信号状态监控画面中检查该流量开关的输入点X2.2,而该点的状态为0(有喷淋时应为1),于是故障点可以确定为在有切削液正常喷出的同时这个流量开关未能正常动作所致。3.因此重新调整流量开关的灵敏度,对其动作机构喷上润滑剂,防止动作不灵活,保证可靠动作。在作出上述处理后,进行试运行,故障排除例9:一配备FANUC0i-MC系统的数控机床,在执行G90G01Z0时,无故停止,进行系统复位,再次执行到这一段时又停止,无任何报警。分析与处理过程:1.调出诊断功能画面,发现005为1,说明系统处于各伺服轴互锁状态或启动锁住信号被输入。2.当PMC的以下信号为0时机床进入伺服轴互锁状态。G8.0禁止所有伺服轴移动G130.0禁止系统定义的第一伺服轴移动
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 ape2008
ape2008
本文标题:3电气控制系统故障诊断与维修.
链接地址:https://www.777doc.com/doc-2921887 .html