您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 塑料成型技术分析(1)
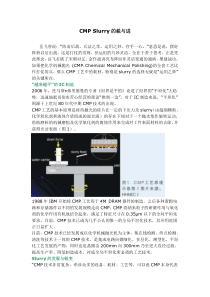
1塑料成型技术分析一、塑模温度控制【一】温度控制必要性(1)温度控制对成形性之目的及作为成形品外观,材料物理性质,成形循环等,受模仁温度之影响,颇为显著。一般成型情况,模仁温度保持于较低,可以提高射出次数较为理想,但与成形品形状(模仁构造)及成品材料种类有关之成形循环亦寄赖于必需提高模仁充填之温度。(2)为防止应力作温度控制此为成形品材料问题,此项要求唯有※冷却速度。入冷确时间短,即使有一部份硬化一部份尚软之场合,仍能避免由于不均一收缩引起应力。亦即适当之温度控制能对冷却应力性质改良。(3)成形材料之结晶化程度调整之做之温度控制聚硫氨(尼龙),聚醋酸数脂,聚丙烯等结晶材料对结晶化程度调节,及机械性质改良,一般需要较高模仁温度。【二】技术问题(1)温度控制所需之热传面积模仁热传面积之计算式为t1:成形材之熔融温度t0:成形品取出时温度cp:成形材料之比热sh:每小时射出成形次数移动热量Q=shx*cp*(t1-t0)kacl/hrhw:冷却管路侧之表膜热传系数d:冷却孔直径(m)u:粘度(kg/mses)μ:流速(m/ses)λ:冷媒之热传导率(kcal/m2hrc)ΔT:模型及冷(热)媒间之平均温度差则Hw:λd(dug/μ)x8.0(cpu/λ)(kcal/m2hr℃)所需之热传面积可由下式求得之A=Q/hwxT(m2)此际对外界空气之放热、型模板、喷嘴等之热传俱行略去不计。2图1热传路径图2温度变化曲线(2)冷却管路之分布成形循环时间缩短虽有种种因素,但冷却效果卓越之模型制造为重大之问题。冷却不均一,实行急遽冷却,将使成形品内部产生应力,发生变形及龟裂。所以必需相应穴形状及肉厚,考虑模仁构造,使能有实施均一而高效率之冷却性能。再者,就模型管路加工场合综合考虑,选定管路之数量与大小。例如图1所示,相同成形品面积之场合,模仁(a)有5条较大管路,型模(b)有2条较小管路互作比较,依照热传路径略图所示,型模(a)之型穴表面几乎有相等热传,有均一之冷却效果,较为适用。图二示型穴管及管路表面间温度变化约略之等温曲线。图(a)示使用较大管路之温度变化,管中循环水之温度为59.83℃,型穴表面作业循环时之温度为60℃之60.5℃,而较小之管路(b)中,循环水温为45℃,型穴表面温度发生53.33℃至60℃之温度变化。此种模仁表面关联之较大温度变化虽亦可作为充份之成形条件,但对模仁之温度控制亦有所不当。再者,热传导率之高度热传导系统之效率较佳,热量传出之控制良好。亦即热传导率高之模仁表面温度变化较小,反之,传导率低者,温度变化较大。一般情形,对热冷却系统应加注意点为:1)重型模仁设置有数条贯通水路孔者,冷水先行进入注道附近,然后温水循环至外侧(图三)2)使用聚乙烯时,成形收缩大,冷却管路不宜沿收缩方向设置,使生变形。3)心型冷却(图4)尽可能沿心型形廓设置管路。3二、塑料材料之物性介绍【一】质轻在比重0.9~2.3之间,若发泡可降至0.01。(远比铝2.7,铁7.8小)【二】加工易在30℃以下可融胶,以流动成型,少后加工。(熔点远比铝600℃,铁1530℃低)【三】性质可随需要改变不同单体可合成不图性质塑料,不同塑料可复合性质,加入填充物或补强物可改善某些性质。【四】化学稳定性好耐蚀性佳,不受酸、碱、油、盐、水、气、蒸气的侵蚀。【五】光特性好及着色易PS、PMMA、PC透明;可取代易碎不易成型的玻璃;塑料加色粒可得美好色调。【六】绝缘性好且可调抗电5~50千伏/毫米,并可藉加入导电填充物、导磁性。【七】摩擦性好并耐磨天然轴承材料。三、射出成形操作条件射出成型属塑料成型加工中高压成型的一种,即是将以适度干燥之塑料粒在机器中「恰当」熔融后,在「适中」之高压及「适当」之推进速度下,使「适量」之剂量射入已加温之模中,待「适当」之冷却时间后开模将成品顶出,成形操作可变化之条件不外手以下四类:A温度B压力C速度D时间。◎锁模压力锁模压力必需大于塑料射入模内之总压力过高塑料即可能由分模面处溢,总压力过高又会耗损机器、模具及浪费电力,故适当的调整锁模力是以成品射入模内分模面不出毛边为原则。◎射出压力射出压力与射出速度有部分共同之影响都是决定在模具内,原料如何能均匀的、彻底的、适量的、流满个部位同时压饱各角落。压力太低,会产生短射缩水,压力太高会产生毛头、过饱、烧焦、内应力高粘模易损毁模具、机台等。4◎射出速度射出速度之快慢主要决定原料在模具之浇道中及成品内流动之状况。速度太快会产生毛头、过饱、烧焦及粘模。太慢易造成短射、缩水,结合线明显等。◎原料温度成形时使原料恰当熔融所需之热量及温度,因每种原料之熔融温度及比热不同而不同。温度过低,原料熔融不均造成短射,色泽不均,成品内应力高。过热或过久,则因流动性成品产生毛头,严重时则使原料分解变(值)质。◎模具温度原料将大量之热量带入模具,成品将部分之热带走,部分之热量又散入空气中,因此欲使模具保持某一不变之温度,在模具内有时通冷冻水、冷水、热水、热油或加电热,其选择完全为使进出模具内热平衡而能保持某一不变之温度。模温太低,成品易产生短射、表面粗糙、内应力高、粘模、模温太高,成品易产生变形缩水,表面光泽,周期过长。※模温依材料别保持相对适温求取品质之稳定◎螺杆转速螺杆对原料有输送、压缩、熔融及计量四种功能用。螺杆对熔融之功用是:原料熔融时所需之热量有五分之三是来自螺杆旋转时所发生之摩擦热,有五分之二是来自电热片及烘料之热量,因此螺杆之转速太慢,原料塑化不均匀,周期延长。太快,原料易过热,料斗下料处,易结块。※依不同之材料因应不同之螺杆(SCREW)及转速◎背压螺杆在旋转后退时之阻力之目的为做原料在被螺杆输送,压缩过程中更能紧密,原料中之空气,水气及其它分解出之气体经压缩段压缩后气体由料管后方排出,以求熔融原料在未射入模具前主为压缩紧密之塑料,其中不含任何其它不希望有的气体对成易产生内部的气泡表面的银纹,太高,原料易过热,料斗下料处结块,螺杆不退;周期延长。射嘴溢料。背压控制可利用节流阀或调压阀控制两种。※利用背压压缩原料,使内存之空气,往后排出。◎冷却及模温的控制冷却之长短,模温之高低,可影响成品之品质在成品粘模,缩水、尺度公差上,成品表面亮度上,周期上,均有绝对之关系,可依实际之需要依经验而条整。◎内应力解释一般射出后存在成品内部之射胶压力标准为250kg/cm2~300kg/cm2之间,如因条调不当造成射胶压力过高,射入模内经过浇口及浇道之阻力及冷却时压力之降低,而存在成品内部之压力过高,超过300kg/cm2以上,经过一段时日,内部压力渐渐释放出来而造成成品变形变曲内应力高出太多者,释放后甚至会造成破裂扭曲等不良现象。内应力太高者,实施退火处理解决。※和金属材料类似即外部急速冷却内部依旧温热。5四、塑料试模步骤及注意事项欲试之原料先行干燥,PE、PP需干燥,其余均要。模具挂上,中心孔要对准,锁模力以总吨数的31即可,如射出时分模面不是因射压太高之关系起毛边,可渐渐增加锁模吨数,直到不起毛边为主,如此做法可增长模具使用寿命。开锁模速度,压力位置调整妥当,低压保护更是要调好,乃因是新模成品尚不了解,有滑块(SLIDE)之模具开关速度不可快,有抽芯及绞芽之模具要先行手动试验功能正常否,模具良好否,不然一失误模具就会损坏。清洗管料,利用PP或压克力清洗,PP是利用其粘度,压克力是利用其磨擦性,温料180℃~210℃之间,计量行程,不加背压,快速射出冲出洗,不易洗净可加洗管剂清洗。条件设定,射出温料,压力速度时间,计划位置等。射压射速计量由低而高依成品状况而设定。冷却时间,射出时间由长至短依成品成形状况而减少,如此可防止粘模及充填过饱。一定要用保压控制,垫料在5-10m/m为主。直压式需注意锁模压力是否足够,肘节式注意十字头伸直以防射出时模具被逼退,而溢出大毛边弄坏模具。乃因成形状况不了解,前几模需喷上脱模剂以利脱模。如脱模顺利又不会顶白则可免喷。依成品需要,再逐步更改各条件,更改压力速度二模后即可看出结果。更改料模,模温至少需5分钟才可看出结果。模温注意上升,试多模的话需加水冷却或油温,水温电热管等来控制模具温度,依原料不同来选择不同的模温控制如热模(60℃以上)者:尼龙、PBT、POM、PPS、PET、压克力、PCNORYL等。如冷模(60℃以下者):PE、PP、PS、ABS、AS、PVC、PU、K胶、EVA等。原料需完全由料管内射完才可停机,模句水管拔除用AVR把模具内之水喷出,模具内部并喷上防锈油,料屑要先擦拭干净。1.背压依成品状况而调节,一般均有3-5kg/cm2为标准,松退也不介入气体为先决条件。2.计画时粘度低者转速可较快,粘度高者转速需放慢,如有加背压转速越快原料混练会越均匀。3.在正常生产中,原料熔解电热片之热量占31螺杆磨擦热占32之热量。4.一个周期的设定,必须能使下次射出时,原料能完全融解的设定,如无法达到,则温料必须高高。5.如试模之原料为PVC或POM则必需用其它原料将它冲洗掉以防下回加温时分解或过火。最好用PE、PP或PS冲洗。6.试完模将成型条件记录下市,待下回第二次试模时参考模具不良状况及欲修改的地方均需纪录。6五.热可塑性树脂结晶性之分类汎用塑膠工程塑膠結晶性樹脂非結晶性樹脂非結晶性樹脂非結晶性樹脂結晶性樹脂結晶性樹脂汎用工程塑膠超級工程塑膠聚乙烯.聚丙烯.PolyvinylalcoholPolymethyipentanePolyvinylidenePolythyleneterephthate聚氯乙烯.聚苯乙烯.ABS樹脂AS樹脂壓克力樹脂*PolyamidePolyacetal*Polybutyleneterephthalate*GF強化Polythyleneterephthalate*Polycarbonate*變性Polyphenyleneether*Polyphenylenesulfide*液晶性Polyester*Polyoxybenzoil*Polyetheretherketone*PolyethersulfonePolyamideimide*Polyetherimide熱塑性Polyimide熱塑性樹脂7成形不良的原因与对策射出成形品各种成形不良的原因大别如下:成形材料(树脂)本来的性质所致者。成形条件的选择不当。射出成形机的能力不足模具的设计、制作不完备。成形品设计上的不完备。1充填不足充填不足(shortshot)是熔融的树脂未完全流遍雌模各角落的现象。充填不足的原因有成形条件不适当、模子的设计制作不完备、成形品的肉厚太薄等。成形条件的对策是高树脂温度、模子温度,增大射出压力、射出速度,提高树脂的流动性。模子方面可增大坚浇口或横浇道,或再检讨浇口的位置、大小、数目等,熔融树脂容易流动。为了使雌模内空气或气体顺利疏散,可在适当场所设排气沟,或从顶出销孔间的间隙疏散,成形品的肉厚问题。2毛口过剩熔融树脂流入分模面(PL面)或与滑动雄模的对合面等模子配件间隙时,便会发生毛口。发生毛口的基本原因除了成形机对成形品的投影面积无充份的锁模力之外,大都是模子有问题。模子配件发生间隙(或配件密着性不良)的原因模子构造设计不当、模子配件的加工精度不良、装配精度不良、配件变形或磨耗。模子雌模内的熔融树脂流动性过好时,也会造成毛口过剩,防止的方法是降低树脂温度、模子温度、射出压力、射出速度,但须配合前项的充填不良问题。3收缩下限收缩下陷(sinkmark)是成形品表面发生凹陷的现象,乃熔融树脂冷却固化时的体积收缩所致。易发生于成形品肉厚大的部份、肋或壳部的背面、竖浇口背面等肉厚不均匀的部份。因而,为了防止发生收缩下陷,基本上,制品的设计要适切。调整成形条件而防止收缩下陷时,可降低模子温度及树脂温度,升高射出压力,延长射出压力的保持时间(保压时间),或依制品的形状或肉厚而在容易收缩下陷的部位追加浇口。收缩下陷乃成形收缩所致,易见于PE、PP、聚醯(耐隆)等成形收缩率大的结晶性树脂。反之,以玻璃纤维强化者、充填无机质的成形材料之成形收缩率小于基质的非强化(无充填)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 李连杰正
李连杰正
本文标题:塑料成型技术分析(1)
链接地址:https://www.777doc.com/doc-309386 .html