您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 冶金工业 > 160烧结机工程方案
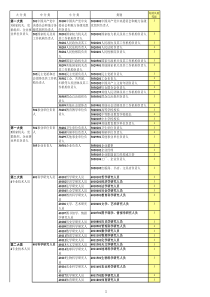
第1页共24页1.160m2抽风带式烧结工艺方案1.1设计依据河北金鼎重工有限公司160m2抽风带式烧结厂工程设计方案依据下列条件和资料进行编制。a.金鼎重工有限公司提供的厂区总平面图。b.当地气象资料和地质。1.2产品方案及建设规模烧结车间产品为冷烧结矿,粒度为6mm~150mm,碱度为1.8~2.0。160㎡抽风带式烧结机两台,单机年产机下合格烧结矿约140~170万吨。双机280~340万吨。1.3设计内容及设计原则1.3.1设计内容主要设计内容为2*160m2抽风带式烧结机系统、车间相配套的水泵站、供配电、供排水、除尘设施、风机房、总图运输等辅助生产设施的设备、现场钢结构件、电气、土建的设计、施工及安装。外部运输、水源、化验等配套设施不包括在本设计范围之内。本工程范围:由燃料破碎、配料系统、混合制粒系统、烧结系统、冷却系统及筛分整粒系统至成品皮帶的平面布置图内的所有设备。1.3.2原料入厂要求铁精粉Fe≥65%水分≤10%细度(200目)≥50%;富矿粉Fe≥63%水分≤6%粒度0~8㎜(其中3~8㎜>60%);轧钢皮Fe≥68%,水分≤8%,粒度0~10㎜(无杂物);白云石粉粒度0~3㎜≥80%水分≤3%;生石灰粉CaO≥80%粒度0~3㎜≥80%燃料(焦粉、无烟煤)C固≥80%水分≤8%粒度0~3㎜≥80%混合料密度1.7±0.1T/m31.3.3设计能力利用系数:1.3~1.6,烧结机、环冷机、混料筒设备作业率:≥94%,碱度1.8-2.0。质量:国家一级矿标准(FeO≤12%转鼓指数≥66%)。1.3.4设计原则a.总图布置以工艺合理、流程顺畅、分区合理为原则,并充分考虑因地制宜、方便施工、节约投资b.设计中尽可能采用国内成熟的新技术、新材料,做到可靠、实用、节能、第2页共24页装备水平先进c.充分考虑环境保护措施,排放物必须达到国家有关环保要求d.安全、消防设施齐全,保证车间正常生产以及预防设备重大事故、人身重大事故的发生2.烧结工艺2.1概况拟建2台160m2抽风带式烧结机的烧结厂。2.2原料供应所有含铁原料主要为铁精粉和部分富矿粉,其次为本厂产生的高炉返矿及含铁废弃物,入厂粒度要求0~10mm。溶剂为白云石和生石灰,入厂粒度要求0~3mm。燃料采用碎焦或无烟煤,汽车运入厂内加工破碎粒度要求0~3㎜。点火采用高炉煤气,点火热耗为3.344Mj/Nm32.3生产规模、工作制度及产品方案2.3.1生产规模160m2抽风带式烧结机2台。年产成品烧结矿280×104t~340×104t。2.3.2工作制度全年连续工作制,主机作业率90.4%,年工作日330天。2.3.3产品方案出厂产品为温度低于150℃的冷烧结矿,粒度为6~150mm,碱度为1.8~2.0。2.4工艺流程:工艺流程详见工艺流程图2-1第3页共24页熔剂铁料燃料返矿及杂料0-3mm精矿粉<200目>50%0-3mm0-10mm富矿粉0—8>90%加水(蒸汽)加水(蒸汽)烟气0-6mm烟囱0-6mm由烟囱入大气10-20mm20-150mm6-10mm10-20mm成品烧结矿上高炉料仓配料一次混合二次混合铺底料混合料烧结鼓风冷却一次冷筛分除尘抽风0-20㎜二次冷筛分机尾除尘烧结并破碎固定溜筛第4页共24页图2-1工艺流程图2.4.1原料接受,储存,准备及配料配料室为34个地下式料仓(双机双列)原料均由皮带从料场运至配料室。大于10mm的煤由溜筛筛出,0~10mm的矿焦经Φ900×700四辊破碎机破碎,产品粒度达到0~3mm后,由皮带机给入2个焦粉配料仓。白灰仓采用罐装。所有仓内物料由仓下的称量设备按比例给到配料皮带机上。配料仓采用双列布置,共34个配料仓,仓的间距为6米,每个仓上装3个空气炮,设12个矿粉仓,4个煤仓、6个白灰仓、2个白云石仓,6个返粉仓,4个备用仓。矿粉仓用2.5米重型圆盘给料至皮带秤,白云石仓用螺旋秤给料至石灰消化器,其余仓用皮带秤拖拉给料。圆盘给料机下的皮带秤应与配料皮带中心线相交,以便让出足够的空间跑盘用。料仓内要加衬板,仓口上要加100*δ16带钢做的格子网。2.4.2烧结、冷却及成品系统从配料室运来的混合料进入一次混合机,一二次混合均采用Φ3.6×16m齿轮传动混料筒,填充率为15%。筒内采用耐磨含油尼龙衬板。二次混合后由上料皮带运到烧结机的梭式布料机上,由梭式布料机给园辊布料机的矿槽布料。烧结机布料前设有铺底料装置,摆动布料斗可调整布料厚度,一般要求铺底料厚度为30~50mm。烧结室的混合料仓上可设蒸汽预热混合料,混合料仓下设的圆辊给料机加多辊布料机布到烧结机台车上,点火器采用低压低温点火器,混合料经点火、抽风烧结,形成烧结饼。烧结机采用160m2带式烧结机,传动采用柔性传动,台车规格为1*3*0.7m,有效烧结长度为54m。每个风箱出口设有调节阀和膨胀节,台车采用弹性滑道密封,烧结机头尾部采用柔性通轴密封。两台干油泵集中润滑传动部、滑道、头尾轴承座和单破轴承座。烧结饼经Φ1800×3230单辊破碎机破碎到0~150mm,然后给到210m2鼓风环式冷却机上进行冷却。机头除尘器灰经螺旋给料机送至灰-1皮带机,大烟道收集的灰尘落入双层卸灰阀,经灰-1皮带机送至进入一次混合机的混合料皮带上。烧结机散料经散料皮带机送至环冷机的成品皮带机上。烧结矿冷却至150℃以下,由皮带机转运到联合筛分室,经3175椭圆等厚第5页共24页筛筛下≤6mm物料由皮带机送至配料室返矿仓,筛上>6mm物料至3175双段振动筛,经筛分后6~10㎜为成品送入成品皮带,10~20㎜的做为铺底料,>20㎜物料由成品皮带机送至成品仓参与高炉配料,若10~20㎜的铺底料用不完也可通过翻板分流到成品皮带。筛分车间主设备采用一用一备原则,合理生产。环冷采用混凝土风箱,因环冷距电缆沟比较近,故环冷风机应根据现场调整位置。环冷的余热要回收发电,收尘罩结构需与发电厂家结合后再定尺寸。成品仓和成品溜槽要加耐磨衬板。中转皮带落差不能太高,避免损坏混合料质粒或把成品矿摔碎。成品皮带头部要加收尘罩。皮带机传动尽量采用电机和减速机传动方式。2.4.3流程特点2.4.3.1采用自动重量配料本次设计自动配料采用三种形式:生石灰采用螺旋秤及生石灰配消器,含铁料采用圆盘给料机加配料皮带秤。燃料、返矿、白云石采用直拖式电子配料皮带秤。2.4.3.2简单可靠实用的整粒流程取消了冷烧结矿破碎系统,因高碱烧结矿大于50㎜的部分比例比较少应5%而达到150㎜的几乎没有,所以按其它厂经验可不进行破碎,采用简单可靠的整粒系统,不仅节约投资,提高作业率,而且可降低成本,取得好的投资效果。2.4.4强化措施1)采用生石灰消化器添加生石灰,一方面生石灰消化放热可提高混合料温度,另一方面生石灰消化生成消石灰可起到粘结剂的作用,有利于小球的生成。2)采用蒸汽预热提高混合料料温。2.4.5车间主要经济技术指标见表2-42.5主要设备的选择2.5.1一次混合机混合机规格为Φ3.6×16m圆筒混合机,混合机倾角为2.5°。2.5.2二次混合机混合机规格为Φ3.6×16m圆筒混合机,倾角为1.5°。2.5.3烧结机一台160m2烧结机年产量Q=q×160×24×330式中:q---烧结机利用系数第6页共24页一台160m2烧结机年产量约为140万~170万t/a两台160m2烧结机年产量约为280万~340万t/a2.5.4冷却机冷却机有效面积A效=冷烧比×烧结机面积A效=1.3×160=208m2故取冷却机面积为210m2风机选用G4-73-22D电机为400KW2.6说明因无原料化学成分分析,未做物料平衡详细计算和烧结矿化学成分计算表2-4主要技术经济指标序号项目单位指标备注1烧结机烧结机台数台2烧结机面积m2160*22烧结机利用系数T/m2.h1.3~1.63烧结机作业率%90.44主机作业天数D/a3305烧结矿年产量104t280~3406烧结矿质量国标一级矿烧结矿碱度CaO/SiO21.8~2.0烧结矿含FeO%≤107主要原料年耗量铁料104t/a273.6杂料104t/a22白云石+石灰石104t/a19.8生石灰104t/a11燃料104t/a12.1第7页共24页8动力消耗煤气M3/a≈80×106新水90m3/a电Kw.h/aX2079设备安装容量Kw10设备工作容量Kw11职工人数人2642.7烧结车间用电负荷(以最终设计为准)甲方负责把进厂电源送至高压配电室进线柜。系统总负荷约26000KW,其中高压约18400KW,电压等级10KV,低压等级为220V、380V三项四线制。根据厂区负荷分布情况,在烧结车间设置4座变压器,各变电所位置靠近负荷中心,由变电所向各区域配电室供电。本工程设计的技术特点为电仪一体化。电控和仪表除辅助设施外,主流程设备采用可编程序控制器(PLC)进行控制。设备控制分两种形式,自动控制和手动控制、半自动控制、自动控制在自控系统PLC上完成,手动控制在现场操作箱上完成.系统构成简单,维护方便。主控室与配料室的PLC联网。3.1根据烧结工艺及电气控制特点要求,烧结车间分为三个系统:燃料破碎系统、原料混合及上料系统、烧结系统,烧结主控室设在烧结主厂房内,控制站及操作站设在主控室,主控室操作监控采用带有通讯功能的键盘及监视器代替传统的操作台或模拟屏,并设机旁操作。通过计算机系统对烧结生产线上各生产系统进行操作、对整个工艺设备的运行状态进行在线监控、对故障进行报警与记录。3.2烧结系统高压电机有16台:主风机电机6000KW,机尾除尘风机电机800KW,一、二次混合机均为400KW,环冷8台400KW鼓风机。高压电机采用高压真空开关控制,机头主抽风机电机,采用启动电流小、冲击小,起动平稳的液态电阻降压起动,使电机在任何工况下均能平滑起动。3.2.1主风机的电机采用同步电机,启动采用液态电阻降压启动方式。主电机保护采用国产机保护装置,保护种类设置:(1)差动保护.(2)电流速断保护.(3)过负荷保护.(4)单相接地保护.(5)低电压保护等.3.2.2高压柜内真空断路器采用VS1型真空断路器,配弹簧操作机构.3.2.3主风机的控制室设置一面操作柜,操作柜面安装主电机电压表,电流表,第8页共24页功率表,状态指示灯,启停开关,短路柜启停开关,高压:电流表、电压表、功率表;低压:电流表、电压表、功率表(油泵回路),各种电表选用数显+光柱,并把4-20MA输出并将此信号送入PLC系统低压系统,不设操作屏,选择开关安装在现场操作箱上。3.3低压大于或等于75kW的电机,采用智能化数字式软起动,使电机在任何工况下均能平滑起动。3.4自动化及仪表:按照三电一体化原则,并结合当前自动化控制现状。确定烧结机主体,部分采用PLC控制系统,其余部分采用常规仪表控制系统。PLC采用西门子S7-300系列。圆辊给料机、烧结机、环冷机均采用变频电机,变频器采用西门子或森兰产品,防护等级IP44。3.4.1控制水平及方式:采用车间集中控制方式,仪表与电气专业共用一个工业控制微机,在烧结主厂房二层设集中控制室,计算机安装在控制室内。烧结机和抽风机厂房内的测量参数,通过一次仪表传至计算机上,利用计算机实现,报警,联动信号的输出和PID控制。工控机采用研华产品。3.4.2烧结机主要检测和控制项目:点火用煤气压力,低压报警并关闭控制阀门;点火用空气压力和控制阀门;烧结机风箱的压力和温度测量;大烟道出口压力测量;大烟道出口温度测量;点火炉温度测量;风箱控制阀门;混合料仓和铺底料仓采用称重型料位计。工业监控的主要监控点为:烧结机机头、烧结机机尾断面、成品皮带、布料平台。二混设红外线测水(待定)。3.4.3抽风机部分主要检测和控制项:抽风机进口压力远方手动控制:抽风机进,出口压力、温度测量、抽风机、电机轴承、电机定子温度测量,轴承温度超极限报警并停车。抽风机润滑油出口压力测量,低压启动电动油泵、压力过低停车、润滑油、冷却水进口压力、出口温度测量。3.5配料室采用自动重量配料:本次设计自动配料采用三种形式:生石灰
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 whywhynotnot
whywhynotnot
本文标题:160烧结机工程方案
链接地址:https://www.777doc.com/doc-3102844 .html