您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 机电设备评估课件4章资料
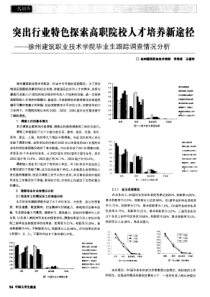
1第四章其它常见机器设备•第一节内燃机•第二节金属熔炼设备•第三节金属压力加工设备•第四节压力容器•第五节锅炉•第六节起重机械•第七节变压器2第一节内燃机•热力发动机:将燃料发出的热能转变为机械能的动力机械称之为热力发动机,简称为热机。•燃料燃烧后的产物直接推动机械装置做功的发动机称为内燃机、如采油机、燃气轮机。燃料对某一中间物质加热,在利用中间物质产生的气体推动机械装置做功的热力发动机称为外燃机、如蒸汽机、气轮机。•内燃机热效率高,体积小,启动迅速,包括活塞式内燃机和燃气轮机。3•一、概述•(一)分类•使用燃料:柴油、汽油、煤气机等。•工作循环冲程数:四冲程、二冲程内燃机。•汽缸数和排列方式:单缸和多缸,立式、卧式内燃机等。•进气方式:非增压、增压内燃机。•冷却方式:水冷、风冷内燃机。•着火方式:点燃式(汽油机)、压燃式(柴油机)内燃机。•可燃气混合方式:外部混合(汽油机)、内部混合(柴油机)内燃机。4•(二)内燃机术语•1工作循环:进气、压缩、燃烧膨胀、排气。•2上、下止点:活塞在汽缸内作往复运动时的两个极端位置。•3活塞行程:上下止点之间的距离。S=2R•4汽缸工作容积:Vh活塞从上止点运动到下止点所扫过的容积。•燃烧室容积:Vc活塞位于上止点时,活塞顶部与汽缸盖之间的容积。•汽缸总容积:Va活塞位于下止点时,活塞顶部与汽缸盖之间的容积。显然,汽缸总容积=汽缸工作容积+燃烧室容积。5汽缸工作容积:Vh活塞从上止点运动到下止点所扫过的容积。燃烧室容积:Vc活塞位于上止点时,活塞顶部与汽缸盖之间的容积。汽缸总容积:Va活塞位于下止点时,活塞顶部与汽缸盖之间的容积。显然,汽缸总容积=汽缸工作容积+燃烧室容积。Va=Vc+Vh6•5压缩比:汽缸总容积与燃烧室容积之比,表示气体在汽缸内被压缩的程度。ε=Va/Vc=1+Vh/Vc•6工况:工作状况,指内燃机在某一时刻的工作状况,一般用功率和曲轴转速表示,也可用负荷与转速表示。7•注意:•柴油机:燃料在压缩终点前喷入汽缸,在汽缸内部混合,称为内部形成混合气。•汽油机:燃料和空气在汽缸外部先混合好再进入汽缸,称为外部形成混合气。•柴油机:空气在汽缸内被压缩,产生高温、高压,使燃料自行燃烧,称为压燃式。•汽油机:利用火花塞产生的电火花将燃料点燃,称为点燃式。8(三)内燃机型号•由首部、中部、后部和尾部组成。•首部是产品特征代号,包括系列代号、换代符号和地方企业代号,由1-3位字母表示;•中部由缸数符号(1-2位数字表示)、汽缸布置形式符号(无符号表示多缸直列及单缸,v形,p卧式,H形,X形)、冲程符号(四冲程时符号省略,二冲程用E表示)和缸径符号组成;•后部是结构特征符号和用途特征符号;•尾部是区分符号910•注意:•最重要的是缸数、汽缸直径是必不可少的;•结构特征省略表示水冷;•用途特征省略表示通用型、固定动力。11•例如:•柴油机:165F:表示单缸、四冲程、缸径65mm、风冷、通用型;•12v135zG:表示12缸、v型、四冲程、缸径135mm、水冷增压、工程机械汽油机•1E65F:表示单缸、二冲程、缸径65mm、风冷、通用型;•492QA:表示四缸、直列、四冲程、缸径92mm、水冷、汽车用;12•二、工作原理(一)工作循环:进气、压缩、燃烧膨胀、排气。四个行程中只有燃烧膨胀是作功的,其余行程依靠惯性运动,采用多缸发动机可以增加功率,转速也更加均匀。13•(二)增压柴油机:进气之前经压气机压缩,可以增加进气量,多烧油,从而在相同汽缸直径和行程的条件下,提高功率。废气推动涡轮旋转,涡轮带动压气机旋转。14•三、内燃机总体结构(一)曲柄连杆机构(曲轴、连杆、活塞)•1.活塞组:活塞、活塞环、活塞销等。•2.连杆组:连杆、连杆盖、连杆轴瓦、连杆螺栓等。•3.曲轴飞轮组:曲轴、飞轮、附件等。(二)固定件由机体、汽缸盖、汽缸垫、汽缸套和油底壳等组成(三)配气机构由凸轮轴、推杆、挺柱、摇臂、气门等组成。15(四)燃料供给系统柴油机的燃料供给系统由油箱、输油泵、柴油滤清器、喷油器、喷油泵等组成。汽油机的燃料供给系统由油箱、输油泵、滤清器、化油器等组成。(五)冷却系统由汽缸、汽缸盖、水泵、散热器等组成。(六)润滑系统由机油泵、机油滤清器、机油散热器、各种阀等组成。(七)点火系统是汽油机、煤气机等所特有的系统。由火花塞、点火线圈、分电器和蓄电池组成。(八)启动系统由启动电动机、蓄电池、启动按钮和导线组成。16•四、汽油机和柴油机的区别17•五、内燃机主要性能指标(一)输出扭矩:曲轴上输出的扭矩。(二)有效功率:单位时间对外所做的功。在标定功率时,必须标定出相应的转速,称为标定转速。根据内燃机用途的不同,我国规定了四种功率:15分钟功率、1小时功率、12小时功率和持续功率。18(三)有效燃料消耗率(比油耗):每发出1千瓦小时的功所消耗的燃料(千克)(四)有效热效率Hu是所用燃料的低热值,即完全燃烧时放出的热量,不包括水蒸气的潜热。B是内燃机每小时的燃料的消耗值19•有效热效率•一般高速柴油机的热效率在0.36-0.40•中速柴油机的热效率在0.38-0.45•低速柴油机的热效率在0.40-0.48•汽油机的热效率在0.25-0.36•增压内燃机偏于高值。20•六、燃气轮机•(一)基本结构•1.压气机:完成气体压缩过程。•轴流式:流量大、效率高;•离心式:流量小、效率低•2.燃烧室:完成燃烧过程,由外壳、火焰管、涡流器、喷油嘴、混合器组成有圆筒形、管形、环形三类。•3.涡轮:完成膨胀做功和排气过程,将热能和压力能转变为机械能。和离心式(径流式)相比,轴流式在大流量的情况下,效率较高,应用广泛。21•(二)燃料:可用煤油、柴油、重油、原油、天然气等;不能用汽油或乙醇。•(三)特点:功率大、重量轻、体积小、振动小,但是热效率低。22•铸造是将融化的液体金属浇注到具有和机械零件相似的型腔,经过冷却后,获得毛坯的加工方法。因此,熔炼是十分重要的步骤,•熔炼目的是获得一定温度和预定成分的金属液体,并尽量减少液体金属中的气体和夹杂物,提高设备利用率。第二节金属熔炼设备23•一、铸铁熔炼设备:•冲天炉、反射炉、工频感应炉等。•其中,冲天炉简单、操作方便、熔化率高、成本低,应用广泛。•冲天炉由炉身、烟筒、炉缸和前炉组成。加料口以下,主风口以上部分,称为炉身;高于加料口的部分,称为烟筒;主风口以下至炉底部分为炉缸;前炉是储存铁水和排渣用。金属炉料:新生铁、回炉铁、废钢、铁合金。炉料熔化后,含碳量增高,硅、锰因烧损而减少,磷基本不变,硫含量增大。24•冲天炉的技术经济指标:•铁水出炉温度1400一1500℃。•熔化率(吨/小时)Q一般为2.3.5.8.10。q=Q/Aq一般为6-9•燃料消耗率:用铁焦比α或焦碳消耗率β表示。α=m铁/m焦β=m焦/m铁25•二、铸钢熔炼设备常用的设备:•一般工厂为了生产铸钢件,采用电弧炉和感应电炉做为铸钢熔炼设备。•1.电弧炉:依靠石墨电极与炉料之间产生的电弧发热进行冶炼。•酸性炉衬:价格便宜、寿命长、生产率高,但不能去除硫、磷。•碱性炉衬:可以去除硫、磷,冶炼优质钢,但成本高。•2.感应电炉:金属炉料在中频或工频电流产生的交变磁场作用下,表面产生涡流发热,使金属熔化。可以熔炼优质钢,熔炼速度快,能源消耗少,含气少,夹杂少,合金元素损失少。26•(三)有色金属熔炼•1.有色金属:除铁与铁合金以外的其它金属。•2.熔炼要求:快速熔化,以免合金元素烧损。•3.常用设备:坩埚炉、反射炉、电阻炉。27第三节金属压力加工设备•金属压力加工分为锻造和冲压两种。•锻造是利用锻压机械对金属坯料施加压力,使其产生塑性变形,以便获得具有一定机械性能、形状和尺寸的锻件的加工方法。•冲压是靠压力机和模具对板材、带材、管材和型材施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的加工方法。•锻造和冲压都属于塑性加工性质,统称为锻压。28•锻压机械型号表示方法如下29•通用锻压设备类别代号如下:•机械压力机J•液压机Y•线材自动成形机Z•锤C•锻机D•剪切机Q•弯曲校正机W•其它T30•一、锻造设备•(一)锻锤由重锤落下或强迫高速运动产生的动能对坯料做功,使之塑性变形的机械•1.空气锤•生产小型锻件;•空气锤规格以落下部分(工作活塞、上抵铁)质量表示;•打击力一般为落下部分质量的1000倍左右。•通过控制机构,可以使锤头完成连续打击、单下打击、上悬、下压等动作31•2.蒸汽空气锤•生产大中型锻件,分为自由锻锤和模锻锤;•蒸气空气锤以落下部分(活塞、锤头、锤杆、上抵铁)质量表示,一般为1000一5000kg。•必须借助于蒸汽或压缩空气驱动,动力供给系统复杂,噪音大,振动大。32(二)机械压力机•使用曲柄滑块机构、凸轮机构以及螺旋机构将电动机的旋转运动转换为滑块的直线往复运动,对坯料进行加工。•摩擦压力机电动机一带传动一摩擦盘(飞轮)一螺旋传动一滑块•规格用公称工作压力表示,一般为3.5MN(350t);•无固定的下死点,可以多次打击成形。33•曲柄压力机(热模锻压力机)电动机一曲柄滑块机构一滑块•用于模锻件生产,机身刚度大;•过去多用曲柄滑块机构,现在为提高刚度己改用双滑块楔式;•吨位用滑块接近下死点时所产生的最大压力表示,一般为2一120MN;•结构刚度大,振动小,噪声小,加工精度高,生产率高。34(三)水压机•水压机依靠液体静压力使金属变形;•水压机规格以静压力表示,一般为8000一120000KN;•由三梁(上横梁、下横梁、活动横梁)、四柱、工作缸、回程缸和操作系统组成。•工作特点:•以静压力代替冲击力,•在整个工作行程中都能对工件施加最大工作压力•避免了震动,工作条件较好•设备庞大,造价较高。35二、冲压设备(一)剪板机•电动机一带传动一飞轮、离合器一齿轮一偏心轴一连杆一上下刀架•剪板机(剪床):使用剪切的方法,使板料分离。•剪切厚度小于10mm的板料多用机械传动,大于10mm的多用液压传动。36分类:平刃剪切无扭曲变形,剪切质量好,但剪切力大;斜刃剪切力小,但质量不如平刃。37•技术参数:•可剪板厚、•可剪板宽、•剪切角度、•行程次数。•和直线式相比,摆动式剪切机上、下剪刃之间的摩擦和磨损较小,刀片变形小,剪切精度高。38(二)剪切冲型机通过曲柄连杆机构使刀杆做高速往复运动,带动冲头进行剪切;行程次数每分钟几百次到几千次。39(三)通用压力机1.开式压力机:工作台三面敞开,便于操作,但刚度较差变形较大,影响模具寿命,多用于小吨位压力机。可用于切断、冲孔、落料、弯曲、拉伸、成形等。2.闭式压力机:床身为框架式,刚性好,大型压力机采用。可用于冲孔、落料、、切边、弯曲、拉延成型等。40•3.压力机的主要技术参数:•公称压力(滑块到达下极限位置前某一特定距离或曲轴旋转到下极限位置前某一特定角度时,滑块所容许的最大作用力;•滑块行程;•滑块行程次数;•封闭高度;•压力机工作台面尺寸及滑块底面尺寸。41第四节压力容器•对安全性有一定要求,内部或外部承受气体或液体压力的密封容器。42一、压力容器的使用条件•多品种、非标产品;•使用条件苛刻:易燃、易爆、高温、高压、低温、强腐蚀条件下工作;•盛装有毒、有害介质,对安全性要求高;•对表压0.1MPa以上压力容器,国家实行压力容器安全技术监察制度(设计单位批准书、审核人员资格证书、制造许可证、定期检验制度等)。43二、使用工艺条件(一)压力:•最高工作压力:在正常使用过程中,容器顶部可能出现的最高表压力。•设计压力:在设计温度下,用以确定容器壁厚的压力。•最大允许工作压力:根据容器受压元件有效壁厚计算所得,特殊要求容器中使用。44(二)温度:•设计温度:在正常工作条件下,设定的受压元件的金属温度。•使用温度:容器运行时,通过测温仪表测得的介质温度。•试验温度:压力试验时,容器壳体的金属温度。45(三)容积:按照标准化、系列化所得的公称直径计算得到的容积;通常以内径为准。(四)介质:按照易燃程度分类:易燃介质是指与空气混合爆炸下限小于10%;或爆炸上下
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 lu4065723
lu4065723
本文标题:机电设备评估课件4章资料
链接地址:https://www.777doc.com/doc-3142411 .html