您好,欢迎访问三七文档
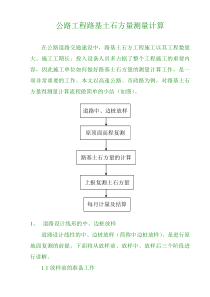
深圳市三合通发精密五金制品有限公司冲压部安全操作培训教材制作:陈红眀审核:日期:2013年10月06日一作业前的准备:1-1上班前劳保用品(包括、手套、耳塞等)的穿、带。第一章冲压操作作业规范1-2确认《作业指导书》是否与模具所完成的工艺相符,材料是否到位,人员配备是否合理、原材料标识单上的材质、规格是否与套料单材料规格相符,所需的生产资料是否配备齐全。1-3、每天工作开始之前,都要对设备按“点检表”的项目逐项进行点检,确认设备正常,提前防止故障发生,确保安全生产,点检中发现异常应停止使用,立即汇报上级领导并作相应处理.1-3-1模具的点检确认滚珠套活动正常,螺丝有无松动1-4开机步骤:开总电源→开气源→开电源→确认切换开关处在“切”的位置→起动马达→缓慢调节旋钮至适当位置。1-5冲床的点检,上班前冲床的点检是安全与品质的保障。将切换开关打至“寸动”确认离合刹车是否正常当油量低于黄线之间时,及时添加相应的0#油,确保设备各部件良好润滑,减少磨损。二、生产中的方法及注意事项:2-1正常生产时,请使用“安全—行程”。2-2操作时使用正确的姿势,站立直稳,两眼目视冲压全过程。2-3电控箱上严禁放置任何物品2-4生产排线时,线\组长应合理的安排工作台:2-5调模或生产中的调模品与不良品要放置在机台旁的”待处理箱”与”不良品箱”内.不良品三不原则:(1)不接收不良品(2)不制造不良品(3)不流出不良品2-6取放部品时,右手取模具内的部品,左手取前工序的部品,当部品取出传向下工序时,前工序部品随之放入模具内(连惯性动作)2-7生产中每生产20PCS左右应自检产品外观,确认有无压伤、划伤;2-8目检完成后用右手放置产品,产品摆放要整齐的放到周转车或周转箱内..摆放须整齐2-9生产中严禁两人同时操作机台,严禁从机台两侧进入模腔内调试模具,在调模具或生产出现异常时应将“紧急停止”按下,再将切换开关打至“切”的位置。调整切换开关2-10下班时台面与模腔内不可滞留产品,未生产与已生产分类归位放置。机床台面应干净、整洁。关机步骤:将切换开关打在“切”→将马达速度降为零→关马达→关电源→关气源→关总电源第二章生产设备点检2-1设备点检的目的每天工作开始之前,都要对设备按“点检表”的项目逐项进行点检,确认设备是否正常,提前防止故障发生,确保安全生产,点检中发现异常应停止使用,立即汇报上级领导。2-2冲压设备点检的方法NO名称点检内容图片点检方法1螺丝各部是否紧固用板手确认冲床与垫板,垫板与模具螺丝的连接是否紧固,气压螺丝确认时,要确认输油管和接头是否漏油。2压力表250T、300T、500T、200T、160T、110T、80T、60T平衡器件4.5-6kg/cm2①离合器压力大时,气管胀裂,压力小时,滑块升、降不能正常分离。容易导致冲床卡死。②平衡器:压力大时,气管短时间内破裂,压力小时,受力不均刀,不能平衡,影响品质及冲床各部件的磨损。3油杯确认油量在两黄线之间当油量低于黄线之间时,及时添加相应的美孚力士瑞脂0#油,确保设备各部件良好润滑,减少磨损。4注油器每2H注油2-3下定时注油,减少磨损5空气过滤空气缸有无积水,有无漏气定时检查,有无积水,有无漏气6操作板各部分有无破损,开关,电灯保险丝是否损坏。①操作板破损,电源线易漏电,导致伤人。②电灯损坏影响生产中品质控制,保险丝损坏,机器不能运转。7按钮开关按异常停止按钮,保证在工作中任何地方都能停止吗?①使用连动(寸动)点检,随时按下异常停止按钮,随时停止动作。②使用一行程点检,在滑块140。-360。之间,随时按下此键,随时停止。8确认操作起动面板检查面板按纽、开关及指示灯是否正常,确认起动气压表指示正常.9检查手护开关确认手护开关及光控装置能正常使用.10总电源开关确认电源开关灵敏(此开关包含对电源箱的控制)①机床开动且不可随便打开此电源箱.②电机开动时此箱必须关闭,电源开关打到NO.11安全标示每台机床必须配有安全标示牌,有利于提醒操作员的安全意识①此标示主要提醒操作员不可将手伸入到机床限定范围内.第三章模具的点检和5S3-1模治具点检和进行“5S”的目的3-1-1通过对模治具的点检,能够发现模治具存在的安全隐患和问题点,并及时改善,避免因安全隐患和问题点造成产品生产异常,通过进行模治具的“5S”,可以维持模具干净、整洁的状态,有利于保证模具的精度,延长模具使用寿命。3-2怎样对模具进行点检和5S3-2-1确认有无完整、正确的客户名和品名,有无工序名、工序号、书写是否整齐、清晰。工序号客户、品名3-2-4确认导柱、导套。保护柱是否齐全,有无缺损,有无松动。检测导柱、导套。保护柱是否齐全,有无缺损,有无松动.3-2-5确认气顶板与行程螺丝间有无废料、异物附着,确认模具底板宽度是否与垫板宽度比例适合,垫板宽度过宽不可。3-2-6确认模具镶块、档块、定位销有无松动。3-2-7确认模具各固定螺丝有无松动脱落。3-2-8生产完毕后,模具各活动部位及内外导柱需加少量32#油,然后再拆模。3-2-9如送货暂时中止,模具需封存一段时间,内外导柱需加少量油。第四章作业资料的准备4-1使用“SOP”的目的4-1-1主要是指导作业员按照规定的方法、动作来完成各工序的作业。4-2“SOP”使用及遵循操作的注意事项4-2-1盖有“文件管制章”的“SOP”方可使用。4-2-2图纸的使用:组长或架模员需对冲压部品状态不定时确认。4-2-3工序图的使用:每种部品生产前、各工序SOP由组长或架模员悬挂于相应设备的指定位置,作业员需完整阅读并熟记。4-2-4生产模具维修履历的使用:每次维修真实记录模具维修记录,有利于模具改善追踪。4-2-5模具生产履历的使用:有利于生产此部品时,短时间内找到模具,缩短无效工时、对该模具状态以及数据形式记录、凸显问题点和使用寿命。4-2-6冲压流程管制卡的使用:目地主要是避免因生产盲目造成漏工序现象作出的相应对策,从而降低不良成本。4-2-7生产时过程中要体现机床状态,即需挂有调试中、待检中、生产中等字样的标示牌,字迹显示要向外,具体放置方法如下图。编者语:1、按规定、按标准作业是优秀员工的基本要求。2、如实填写生产中的所有数据,以数据分析不足及问题,并及时的给予改善。第五章冲压作业员的作业方法和注意事项5-1确认所操作的冲床及冲床周围有无杂物并清除。5-2部品放入模具内,确认冲头、定位销状况有无松动、有无缺少,部品与定位销之间有无间隙,模具内是否有防反装置,放置产品时要注意正反方向。5-3确认模具内有无脏污、废料等异物并擦拭模具;以免部品上留有打痕或脏污,在导柱、导套等可动部位加32#油。详细阅读“SOP”,并在作业中按标准书内容作业。5-4正常生产时,请使用“安全—行程”。5-5操作时使用正确的姿势,站立直稳,两眼目视冲压全过程。5-6操作时两手按住按钮,待行程通过下死点(179°-183°),滑块上升时,两手方可松开(勿用一只手或其它物件代替作业)。需能通过下死点5-7取放部品时,一只手取模具内的部品,另一只手取前工序的部品,当部品取出传向下工序时,前工序部品随之放入模具内(连惯性动作)。5-8冲压时戴线手套,取放时轻拿轻放,并不可叠放并注意不要碰到模具、导柱等物体上,以免变形或划伤。部品取出困难时,不可拍打,可使用取料器。5-9禁止两人操作一台设备,在操作时作业者旁边禁止站人;在调模或擦拭模具脏污时,按下异常停止按钮。第六章保护板及工程样板6-1保护板使用目的6-2哪些模具要求使用保护板6-1-1防止上下模在直接闭合的情况下,造成模具受损或打爆。6-2-1下料模、折弯模、抽牙模、拉伸模、倒角模、压字唛、刻印模,内带压筋的成形模.6-3模具保护板的制作方法和要求A、模具保护板必须与产品的材料厚度相同。B、模具保护板面积要与待冲压产品大致相同。厚度千万不要搞错了!C、不可用带抽牙和折弯的部品来作保护板。D、模具保护板使用久后会变薄或损坏,须定期更换。折弯不可!已变薄,要更换!6-4为什么要使用工程样板6-4-1工程样板是现场不可缺的昀直接的参照样品。各工序的作业员通过核对工程样板,了解该工序要完成的特性,对本工序部品的外形、孔数、压花、刻印、毛刺方向、折弯方向等能清楚,按一定间隔数逐个确认,能够确实有效地防止工序遗漏,及时发现工程内的不良,从而杜绝本漏工序等不良品的流出。6-5工程样板的制作方法及使用流程6-5-1一般来说,工程样板以冲压课用首件之部品拟为工程样板,该工序完成后,制程样板须放于OK品箱中,以OK品随线流入下工序,以免造成产品的浪费。第七章:模、治具装卸作业程序和注意事项7-1冲压模具装卸7-1-1根据“作业标准书”,确定本工序的模具是否需要气压。如需气压要清理气缸内废料并确认所需气压棒高度是否完全一致。不需要气压棒时需把气压孔盖好。7-1-2把上冲床滑块表面及台面螺丝“T”型沟里面擦拭干净,要求用手抹不见油污、脏污则为OK。7-1-3模具叉来时,先把模具表面擦干净,除锈,用油石加油打磨,再用碎布擦干净,要求用手抹无脏污、油污则OK。7-1-4叉车将模具升高至半空时,作业员需站在模具垂直落点的外侧,身体微倾。擦拭模具底座下表面脏污及废料,严禁站在叉车前下方擦拭模具。用手抹无脏污、油污则OK。7-1-5模具放到冲床后,一定要使用安全棒确认行程高度。7-1-6装夹上模螺丝时,一定要从后面开始。模具上模必须要有4个螺丝拧紧,空打2-3次合模,空打时导柱上注入少量32#油,昀后将上下模闭合,紧固下模螺丝。6-1-7把上模打到上死点,按下紧急按钮开关,再进行擦拭模具里面及导柱、导套周围的油污,要求用手抹无油污、脏污则OK。6-1-8卸模前,先将模高上升1-2MM,以防模具打到下死点时卡死,并给模具导柱及各可动部位加少量32#油。第八章下料作业员作业方法及注意事项8-1对下料模的确认8-1-1确认定位销是否有无,是否有缺少现象,有无松动。8-1-2下料时对模具的擦拭,以免模具内有异物、废料引起打痕。在导柱、导套可动部位加粘性油。8-2下料现场的确认8-2-1下料现场的确认,易滑且高的一捆材料确认有无倾斜,是否有倒塌倾状况。确认材料性能及状态是否OK8-2-2下料过程中,部品废料、余料的正确摆放。尤其是废料扔放时,不宜扔的太高,以免伤人。摆放整齐,但不可超过卡板边缘摆放凌乱。8-3材料的确认8-3-1材料的材质、厚度、尺寸、取数参考“作业标准书”;有变形、生锈、异常情况时须及时报告给组长。8-4下料员对取数的确认8-4-1下料员对取数要负责任。如觉得余料太多,昀简单的判定方法是用部品正反比试,看能否可再冲。8-5外观的确认8-5-1生产第一个部品后要核对样板,以后每50PCS或100PCS对照OK样板一次,确认有无毛刺、孔数、形状、刻印、压花个数及高度;有问题报告给组长。生产过程中参照“作业标准书”作业。按规定冲压多少数量时加速干性油。在下料过程中,一定要目视整个冲压全过程(从拿取板材到将废料、余料放到卡板上)。8-6缺料的确认8-6-1下料时缺料、打痕、划伤、变形的部品,交组长或架模员判定,如不良,则放入红色不良品中,生产中操作员需对废料进行确认,对冲压完的废料都必须以打“√”确认,对缺料的料带以“×”确认并及时隔离不良产品.√8-6-2对余料员工需作确认,如果产品余料面积过多时,需检点清楚材料是否冲压完毕,对多出的尾料则以保留并要上报到线/组长,线/组长需对该类尾料归类放置并提报,以便评估尾料的再生利用;如下此类型材料可作再生利用此类型材料已不能再生利用8-6-3下料时核对好计数器,确保良品数与计数器一致。8-6-4材料现品票保存到本捆材料用完为止,如有余料或废料可收集。将余料材质、厚度备注到现品票上,并贴附。8-6-5流程管制卡的主要是体现工序完成的状态,对加工的工序需如实登记,避免因工序混乱造成产品漏工序现象,流程管制卡需对产品材质有明确体现,特别是否是环保材料(即带ROHS)标示.第九章不良发生时处理流程及注意事项9-1工程中不良9-1-1组长或调模师付对调试品进行测
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 幽幽熊
幽幽熊
本文标题:冲压操作作业规范
链接地址:https://www.777doc.com/doc-3181343 .html