您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > TP92焊接工艺方案设计--精品文档
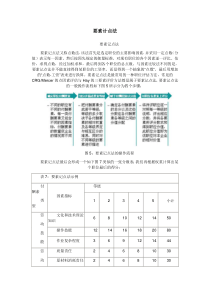
T/P92钢焊接工艺方案设计1、T/P92钢焊接性简述T/P92钢的标准化学成分和机械性能列入表1和表2。欧洲开发的新型马氏体耐热钢—E911钢属于T/P92钢。日本开发的新型马氏体耐热钢—NF616钢属于T/P92钢,已列入ASTM/ASMEA213T91和ASTM/ASMEA335P92标准。表1T/P92钢的化学成分CSiMnCrNiMoVWNbNBT/P92下限0.07-0.308.5-0.300.151.50.040.030.001T/P92上限0.130.50.309.50.40.300.252.00.090.070.006表2T/P92钢的机械性能钢材屈服强度抗拉强度延伸率ASME标准EN标准MPaMPa%Akv(J)Akv(J)T/P924506202027411.1T/P92在T/P91钢的基础上加入了1.7%的钨(W),同时钼(Mo)含量降低至0.5%,用钒、铌元素合金化并控制硼和氮元素含量的高合金铁素体耐热钢,通过加入W元素,显著提高了钢材的高温蠕变断裂强度。在焊接方面,除了有相应的焊接材料,并由于W是铁素体形成元素,焊缝的冲击韧性有所下降外,其余对预热、层间温度、焊接线能量,待马氏体完全转变后随即进行焊后热处理以及热处理温度、恒温时间的要求都是比较相近的。1.2T/P92钢中有关C、S、P等元素含量低、纯净度较高,且具有高的韧性,焊接冷裂纹倾向大为降低,但由于其钢种的特殊性,仍存在一定的冷裂纹倾向,所以焊接时必须采取一些必要的预防措施。1.3T/P92钢中添加W元素,促进了δ铁素体的形成,使冲击韧性比T/P91有所降低,所以焊缝的冲击韧性与其母材、HAZ和熔合线的韧性相比,也存在明显降低的问题。1.4与T/P91钢相似,存在焊接接头热影响区“第四类”软化区的行为。焊接接头经过长期运行后,焊接断裂在远离焊缝区的软化带,此软化带强度明显降低。2、T/P92钢的应用2.1T/P92钢具有与T/P91优良的常温及高温力学性能。通过加入W元素,显著提高了钢材的高温蠕变断裂强度,T/P92钢的工作温度比T/P91钢高,可达630℃。2.2T/P92钢中碳的含量保持在一个较低的水平是为了保证最佳的加工性能,高温蠕变断裂强度非常高,抗腐蚀性能好,提高了耐热钢的工作温度,减少了钢材的厚度,降低了钢材的消耗量,降低了管道热应力。在国内首台USC机组玉环电厂机组对主蒸汽管道的设计中,曾有两套方案,若采用P91钢材,其规格为φDn349×103mm;若采用P92钢材,由规格可减为φDn349×72mm。2.3用于替代电厂锅炉的过热器和再热器的不锈钢(不锈钢焊接有严重的晶间腐蚀及与铁素体、珠光体钢等异种钢的焊接问题),用于极苛刻蒸汽条件下的集箱和蒸汽管道(主蒸汽和再热蒸汽管道),其热传导和膨胀系数也远优于奥氏体不锈钢。2.4由于T/P92钢的含碳量低于T/P91钢材,是低碳马氏体钢,须在马氏体组织区焊接,其预热温度和层间温度可以大大降低,据国外资料研究,通过斜Y型焊接裂纹试验法测定的止裂预热温度为100-250℃左右。3、T/P92钢焊接接头质量的各种影响因素的分析3.1影响T/P92焊接接头质量的主要因素及影响结果见表14、各类影响因素控制措施的设计4.1T/P92工艺评定试验钢材的要求4.1.1对T/P92,目前进货渠道以进口管道为准,为确保母材的钢材质量,降低热裂或冷裂倾向,提高冲击韧性,首先必须保证母材的化学成分在受控范围内。所以进货时需严格把握材料进货关,必须提供钢材质量保证书,必要时进行相关的材料工艺试验,进行母材化学成分分析等一系列金相理化试验分析及硬度测试,来保证供应商供应的T/P92材料的加工、热处理的正确性和均匀性。表11主要影响因素主要内容主要引发产生的缺陷或结果母材重要化学成分碳(C)、钒(V)、铌(Nb)、锰(Mn)、硅(Si)、氮(N)、硫(S)、磷(P),钨(W)钼(Mo)元素的含量控制对焊接接头有重要影响1.易引起冷裂纹缺陷;2.S、P等杂质元素及一些合金元素如Ni等易引起热裂纹缺陷、回火脆性以及蠕变脆化倾向增加;3.一些沉淀强化元素,如Nb、Al、N等可产生一定的再热裂纹问题4.过量的钨含量,使冲击韧性和蠕变断裂强度大大降低焊接材料焊接材料的合理选用及焊接材料中化学成分的有效控制1.成分影响与母材化学成分影响效果相同`,尤其是不同焊材中镍的成分不同,对AC1点影响较大;2.冷裂纹、热裂纹、再热裂纹3、冲击韧性低4、常温、时效后和高温力学性能达不到要求焊接方法不同焊接方法对接头的冲击韧性值及抗裂性有明显的差别1.冲击韧性值偏低;2.各类裂纹的敏感性增加坡口形状及尺寸选择合理的坡口形状及尺寸,调整焊缝成型系数引起接头产生未焊透、未熔合、夹渣等焊接缺陷主要影响因素主要内容主要引发产生的缺陷或结果预热温度及层间温度预热与层间温度关系到冷裂纹的产生及焊缝冲击韧性的要求,应严格进行控制,避免高温及特定温度点(如550℃、475℃以及高温时间的长时间停留等1.产生冷裂纹缺陷;2.冲击韧性值低,引起断裂;3.焊缝接头组织的烧损,得不到正常情况下的回火马氏体或索氏体组织充氩保护为防止根层焊缝金属氧化,从而保证根部焊接质量,提高冲击韧性值,充氩保护应持续2-3层以上1.根部接头发生氧化,使机械性能值降低2.根部出现多种焊接缺陷焊接线能量一个综合控制的焊接要素,从焊接电流、焊接电压、焊接速度共同控制,以达到较高的冲击韧性值,并有效地防止各类裂纹的产生1.对冲击韧性影响极大;2.产生冷裂纹及Ⅳ型裂纹加热方法及热电偶的布置有效地控制内外壁温差,保证加热温度的均匀性,要求内外壁温差控制在20℃以内,从而提高冲击韧值与防止各类裂纹的出现1.冲击韧性值偏低;2.产生冷裂纹、再热裂纹、Ⅳ型裂纹焊后冷却温度与保温时间严格控制升降温速度,控制组织转变,以得到理想的金相组织,从而保证机械性能1.机械性能降低;2.得不到回火马氏体组织或索氏体组织3.残余奥氏体重新转变为脆硬的马氏体组织焊接操作工艺从焊接工艺上进行过程控制,严格按焊接工艺施工,从而保证机械力学性能、防止各类裂纹的产生1.机械性能降低;2.冲击韧性值偏低;3.金相组织不符合;4.产生冷裂纹、弧坑裂纹5.产生多种其它常见的缺陷,如未焊透、未熔合、夹渣等4.2T/P92工艺评定试验焊材的要求4.2.1对选取的焊接材料也必须严格把握其化学成分及各项力学性能指标,有质量保证书及使用说明书、焊条的烘干要求。限制各类杂质元素,如S、P的含量,及控制一些再热倾向元素的含量,如Nb、Ni、Si等,保证焊接材料的化学成分与母材基本一致。4.2.2选用的氩弧焊焊丝、焊条应与母材相匹配,选用时应注意化学成分的合理性,以获得优良的焊缝金属成分,组织和力学性能。4.2.3焊缝金属的Ac1和Mf温度应与母材相当。4.2.4首次使用的焊材应要求供应商提供详细的性能资料及推荐的焊接工艺(提供熔敷金属的Ac1温度以及焊后热处理温度、恒温时间),并提供常温、时效后和高温力学性能曲线。4.2.5做好电焊条的保管、烘干及使用管理工作。4.3焊接方法的影响及选用4.3.1钨极氩弧焊(TIG)是广泛应用于小径管焊接中及中、厚壁管的根层打底焊。由于TIG焊的惰性气体Ar保护,使焊缝金属中的有害杂质降低,使焊接性得到改善,并使预热温度可降低50℃,改善了焊接条件。4.3.2根据国外研究提供的资料,TIG焊、SMAW焊、SAW、GMAW焊均可保证冲击韧性值,一般GTAW、GMAW焊缝比较纯净,含氧量低,冲击韧性较高,SAW及SMAW焊缝则较低,一般都低于母材的韧性。4.3.3焊接方法对高温性能有一定的影响,根据对T/P91的研究,认为TIG所焊焊接头高温拉伸强度R0.2(焊缝的0.2%屈服强度指标)在试验的焊接方法中最高,SMAW其次,SAW最低,断裂发生在母材的热影响区(HAZ)。4.3.4SMAW(手工电弧焊):焊接要控制所用焊条的药皮含水量,以防止氢致裂纹的出现。其焊缝性能比TIG要差,对焊接工艺措施要求需更严。4.3.5埋弧焊(SAW):SAW焊接工艺在有条件的接头位置和结构生产中生产率最高、最具优势的一种工艺方法。选用时应严格控制Si含量和焊剂中的氢含量。在选择焊剂组合时,需考虑保证焊缝在最小回火时间(2h)内,有足够的Ak值;SAW工艺的HAZ比SMAW和TIG焊的宽,这点需另外重视。4.3.6根据玉环电厂现场的焊接环境及结构,工艺采用GTAW和GTAW+SMAW的焊接工艺,壁厚≤6mm的小径薄壁管采用全氩焊接;壁厚>6mm的小径管和大径厚壁管采用GTAW打底,SMAW填充和盖面。4.4坡口形状及尺寸的设计4.4.1一般16mm以下的薄壁管子,加工V型坡口,厚壁管加工双V型坡口,易于加工,但根部偏窄,易产生夹渣。4.4.2厚壁管U型坡口优点根部宽,易于操作不产生夹沟,但加工不易。4.4.3尺寸符合图纸要求或《DL/T869-2019》要求。可适当增加对口间隙,采用摇摆法打底。4.4.4T/P92坡口尺寸推荐图见下图(A、B)(尺寸尽量符合玉环电厂现场焊口坡口设计尺寸,P92工艺评定坡口也可采用综合型。4.4.5坡口加工时,钝边不易过大,一般为0.5-1.0mm,可有效地预防未焊透缺陷。薄壁管(δ≤16mm)坡口图A厚壁管(δ>16mm)坡口图B4.5预热温度及层间温度的设定4.5.1预热的作用可以降低焊缝金属的冷却速度,不仅可以有效地预防冷裂纹的倾向,而且可以预防热裂纹、氢致裂纹等的产生。4.5.2T/P92钢种是低碳马氏体钢,在马氏体组织区焊接,其预热温度和层间温度可以大大降低,据国外资料研究,通过斜Y型焊接裂纹试验法测定的止裂预热温度为100-250℃,考虑T/P92钢焊接碳当量较高,焊接性较差,具有一定的冷裂纹倾向,推荐工艺评定试验的GTAW预热温度150-200℃,焊条电弧焊填充并盖面预热温度为200-250℃。4.5.3T/P92钢焊接过程中,层间温度对冲击韧性影响很大,过高的层间温度,会使焊缝金属碳化物沿晶间析出并生成铁素体组织,使韧性大大降低。国外资料推荐工艺评定试验选择最佳的层间温度为200-300℃。4.5.4T/P92钢的焊接过程须严格监视和记录,对预热温度及层间温度的控制要随时跟踪记录,便于分析处理一些异常情况。4.5.5由于T/P92热强钢焊接热影响区也有明显的软化带,易产生“Ⅳ型裂纹”。软化带是接头的一个薄弱环节,软化带用热强系数(焊接接头软化带的高温持久强度与母材同一温度的持久强度的比值称作热强系数)。热强系数的大小与材料有关,也与试验温度及试验时间有关。合金成分愈复杂的钢,热强系数愈低。试验温度愈高,试验时间愈长,热强系数愈低。故为了控制IV型裂纹,焊接时在保证焊接熔化良好,不产生焊接冷裂纹的基础上,应尽量不采用过高的预热温度及层间温度,不采用过大的焊接线能量,采取多层多道焊并避免过厚的焊道,努力使热影响区软化带变得窄一些,缩小其影响。4.6充氩装置的设计4.6.1内充氩保护是防止根部氧化的重要措施,除TIG充氩外,对T/P92钢种根部至少要经过SMAW2至3层的充氩。4.6.2充氩装置的制作P92钢焊接,要求焊缝背面充氩保护,以避免焊缝部氧化。在设计充氩装置时考虑以下情况:1)需耐高温。充氩装置在对口前装入,要等焊接接头各项检验全部合格后才能取出,中间要经受预热、焊接、热处理过程,因此,充氩装置要求能耐高温。充氩装置在焊接及热处理过程中应保持完好,直至焊缝检验合格后才能取出。2)不仅打底时需做背面保护,焊条焊接第二、三层焊缝时,由于根部焊道仍保持较高的温度,仍需进行根部保护。3)考虑到焊缝有可能出现经检验不合格的情况,如果缺陷出现在根部或近根部位置,则焊缝进行返修焊接时,仍需充氩保护。4)在整个预热、焊接、热处理过程中,保留充氩装置,既可防止管内穿堂风,又可在焊接区域形成封闭气室,起到保温和减小内外壁温差的作用。5)充氩装置要具有较好的密封性,这主要是由于主汽管道直径较大,管内穿堂风也较大,如密封性不好,会影响保护效果并造成氩气浪费;另外,密封性越好,保温作用也
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 流鸢
流鸢
本文标题:TP92焊接工艺方案设计--精品文档
链接地址:https://www.777doc.com/doc-3199846 .html