您好,欢迎访问三七文档
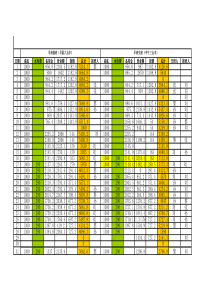
PRCCO.,LTD1LIMS成形用模具21.LIMS模具概要2.喷嘴的种类①热流道方式②开放式喷嘴③针阀式喷嘴3.模温调节①模温调节概要①模温调节概要②加热器容量的计算34.分型面&排气道&抽真空①分型面的加工②排气道加工③抽真空5.模具材质・表面状态&表面处理①模具材质②模具表面状态③模具表面处理6.隔热板7.脱模方法用于LIMS材料注射成形的模具,一般在模腔,模芯处会用加热杆进行加热。用LIMS材料生产制品,固化速度为1mm/数秒。它比压缩成型以及固体成型的成型周期要短。41.LIMS模具概要No.1材料是用小罐装或大桶装供给,成型时为全密封状态,不会混入杂物。固化是不会产生有害气体,作业环境良好。51.LIMS模具概要No.2构造简单,价格低廉模具制作期间短使用ARBURG设备可以容易的完成出料(适用于大尺寸物品成型)优点62.喷嘴的种类①热流道方式(No.1)在供料管会发生少量的材料浪费(由于LIMS受热固化,不可重新利用)供料管本体较大,容易出现气泡由于不可少量喷出,不适用与生产小型制品(安装防止过量喷嘴,可以做到少量喷出。但使用该喷嘴也会造成一定的材料浪费)缺点72.喷嘴的种类①热流道方式(No.2)喷嘴的分解状态喷嘴的组装状态82.喷嘴的种类②开放式喷嘴(No.1)构造较为简单,维修容易喷嘴本体直径小,可以制作精细制品(但进料口平衡的调整较为困难)使用直料口会造成进料口未固化痕迹。使用侧料口,潜水口,在输料管会发生一定的材料浪费优点缺点92.喷嘴的种类②开放式喷嘴(No.2)始终通过冷却水冷却喷嘴喷嘴不为常开状态喷嘴直径φ0.15~φ2.0(以上为PRC的贩卖实绩尺寸)102.喷嘴的种类②开放式喷嘴(No.3)可以从产品表面直接进胶,不会发生喷注痕迹。(而且不会浪费材料)可以定量和少量喷出,适用于极小制品的成形可通过控制面板对喷嘴的开闭时间作调整,进料口平衡可调至均匀出料状态优点112.喷嘴的种类②针阀式喷嘴(No.1)构造复杂,价格较高需要一定的技术进行维修需要成形机的信号<通常>开始注射→保压结束短所122.喷嘴的种类②针阀式喷嘴(No.2)喷嘴分解状态喷嘴组装状态132.喷嘴的种类②针阀式喷嘴(No.3)始终通过冷却水冷却喷嘴喷嘴根据成形机信号打开除喷出工位以外,喷嘴为常闭状态喷嘴直径φ0.3~φ2.5(以上为PRC的贩卖实绩尺寸)142.喷嘴的种类②针阀式喷嘴(No.4)一般使用加热杆进行模温调节,为了使热分布均匀,会使用媒介(油)模具温度一般为150℃~200℃LIMS的硫化时间由模具温度与制品厚度决定153.模温调节①模温调节概要163.模温调节①模温调节概要(固化时间)・a)模具温度180℃以上:3-4SEC/mm・b)模具温度170℃以上:5-6SEC/mm固化时间173.模温调节②加热器容量的计算加热器容量公式W1(kg):加热部总重量=31(kg)C(kcal/m.h.℃):比热=0.11(kcal/m.h.℃)T1(℃):模具温度=200℃T2(℃):室温=20℃860:1kwh=860h(Hour):升温时间=0.5(Hour)ε:效率=0.3(PRC社内経験値)20cmX20cmX10cm的模具,0.5小时升温至200℃、模具材料:STAVAX183.模温调节②加热器容量的计算(例题)193.模温调节②加热器容量的计算(计算式)加热器总容量使用8支加热杆:每支加热杆的总容量=600(W)LIMS材料喷出时,由于粘度低流动性高,为了不发生毛刺现象,对分型面的精度会比较高。相对来说,分型面精度提高后,空气的排除会变得困难,在动模侧需要加装排气道。另外,为减低气泡不良,模腔内会使用真空泵进行减压。204.分型面&排气道&抽真空214.分型面&排气道&抽真空①分型面的加工・分型面精度:・分型面粗糙度:一般LIMS材料・分型面精度:・分型面粗糙度:低粘度材料224.分型面&排气道&抽真空①排气道的加工通过研磨机或设备进行加工【一般LIMS材料】排气道深度:【低粘度材料】排气道深度:为减低气泡不良,在模具的分型面设置填料用真空泵使模腔内成为减压状态后喷出■排气量:15m³/h以上■真空度:0.5torr程度234.分型面&排气道&抽真空①抽真空真空泵规格:※于模具分型面打开0.5mm的状态下停止。※经过(1sec~5sec),又或者抽真空按钮ON时,合模※喷出延迟时间(1sec~5sec)244.分型面&排气道&抽真空①抽真空(成形机的动作)合模模具于抽真空位置停止抽真空合模喷出規格代表的な品名硬度(HRC)SUSSTAVAX33SUSPSL35AISINAK5540SUSSTAVAX52SUSELMAX57SKD11PD61360调质材(不烧结)烧结回火钢255.模具材质・表面状态&表面处理①模具材质(模腔・模芯部)规格代表性品名硬度(HRC)規格品名硬度(HRC)SCS50C13SUSRAMAX33不烧结26◆SC材料,容易发生锈蚀◆SUS材料,不容易锈蚀,但价格较高规格品名硬度(HRC)5.模具材质・表面状态&表面处理①模具材质(模板部)由于LIMS材料在模具内固化时,会发生体积膨胀。顾转写性能非常好。如果生产不要求透明性的产品,在膜腔的表面先做磨砂处理,会比较容易脱模。275.模具材质・表面状态&表面处理②模具表面状态(No.1)285.模具材质・表面状态&表面处理②模具表面状态(No.2)磨砂方法放电加工法化学加工法喷砂加工法295.模具材质・表面状态&表面处理②模具表面处理(No.1)一般的LIMS材料不会发生腐蚀性气体,不需要做表面处理。但使用特殊的材料时,做以下的披覆表面处理后,可以更好的持续良好的脱模性CrN披覆NiB披覆DLC披覆硬质金属电镀305.模具材质・表面状态&表面处理②模具表面处理(No.2)有粘接性的LIMS材料,以下的披覆材料曾经有销售实绩铁氟龙披覆CrN披覆硬质金属电镀用于模具加热部分(模腔・模芯・模板)与其他部分的隔热用316.隔热板(No.1)・导热率低(0.5W/mk)以下・耐热性高(200℃以上)・压缩强度高,长时间使用也不会发生剥离・研磨整理后平行度高(2/100以下)重要性能下记为代表性隔热板的特性高品名ロスナボードミオレックス(PGX-595)ヘミサル(TM15)DIP-LBRAGLA厂家日光化成菱電化成ニチアスユタカ産業ブランデンバーガー导热率(W/mk)0.240.40.440.30.21耐热性(℃)350500500400230压缩强度(MPa)450135108450-326.隔热板(No.2)顶出法气体吹出法刷模法or擦模法机械手脱模六轴机械手脱模设计LIMS成型用模具时,不同的制品需要考虑适当的脱模方法337.脱模方法
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 rich1979
rich1979
本文标题:液态硅胶模具介绍
链接地址:https://www.777doc.com/doc-3222791 .html