您好,欢迎访问三七文档
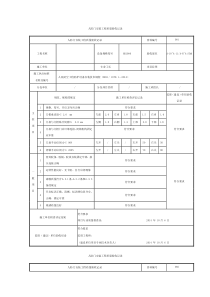
毛坯准备技术要求:1.原材料硬度:248~279HV(22~27HRC)2.倒钝,不得有有害的毛刺、飞边或者裂纹等3.表面处理:全部涂油平端面、车外圆、钻孔平端面、车外圆、钻孔铣平面去除锐边、毛刺切槽攻丝两端()有效长度(两端)钻小孔去锐边、毛刺不得有铁屑钻小孔Φ4通孔深孔内不得有铁屑技术要求:1.此小孔与前一工序钻的小孔在同一平面同一直线上2.加工完后务必确保将深孔内铁屑吹干净杆部热处理表面硬度(距表面0.2处)600~750HV(55~60HRC)加工装夹工件时,深孔端朝下校直传感器位置:从左到右各传感器距离68.3、136、136、136、68.3(第一个处于齿条左端)半精磨外圆精磨外圆圆度0.007圆柱度0.05/300′量棒直径铣齿技术要求:1.去除尖角、毛刺,并吹净,齿面应光滑,不得有有害的伤痕2.M值在齿条长度范围内的变化量小于0.043.装夹工件时,应确保定位面上无铁屑及异物附着4.齿面与槽平行打标记1.当人员变更、更换产品、流动卡批次不统一时相应更改批次号2.如图所示打上生产日期,字体为宋体、要求字迹工整、清晰当日批次号日期月份(如:A、B、C、D、E...)年份(如:1、2、3、4、5...)铣齿设备型号分类(如:T、D、K、H)高频设备型号分类(如:A、B)齿部热处理表面硬度600-750HV层深范围内550HV以上(齿顶部位)齿根部位层深小于0.5手动校直技术要求:1.手动校直齿面,齿条下母线与工作台贴合,观察缝隙,根据缝隙大小确定校直压力,边压边观察,直至缝隙用0.05薄片通不过,然后转90°再测量,0.05薄片通不过即为校直合格2.大理石平板根据其使用规定定期检查更换3.每天上班开始工作前检查校直机压头铜块及支撑铜块是否损坏,判断标准为其与齿条接触面上是否产生凹凸不平块,若有的话及时联系班长对其进行更换,否则会造成齿条表面被压坏,产生不良品1.磁化方式:周向、纵向复合磁化2.磁化电流(参考值):周向电流为300A纵向电流安匝数为3000AT3.磁化灵敏度:A型2#试片4.磁粉液磁粉浓度:0.2-0.4cc/100cc5.磁粉液杂质浓度:小于0.3cc/100cc6.残留磁力:0.2mT{4Gs}以下7.照度:在380mm的光照范围内紫外线照度≥1500μW/cm28.荧光磁粉:YC-2型9.磁粉液:荧光磁粉+变压煤油+煤油变压煤油与煤油比例为1:3试片使用说明:1.选择所要的探伤工件和A型2#试片(该试片应无明显折痕)2.取工件夹紧,将试片十字裂纹面紧贴工件表面3.通电加磁后在荧光灯下观察十字裂纹应清晰可见4.当十字裂纹模糊不清时应调节电流,直到十字裂纹清晰可见为止探伤理丝清洁螺纹表面,无铁屑附着尼龙抛光轮齿部抛光清除齿部氧化皮、毛刺油石超精磨油石加工表面不得有拉伤、划痕等装卡环、活塞1.卡环必须切实装到R槽内2.装配时齿条不得有碰伤滚挤活塞1.活塞滚挤时确实要挤紧,挤紧后拉拔负荷30KN(3000kgf)以上2.活塞挤紧后,在低于8.34KN(850kgf)的负荷下,轴向不得移动在生产线上用39N.m的扭矩转动活塞时,不会打转3.不得有有害的裂纹,损伤4.每班量产前分别用0.2mm和0.4mm薄片检查间隔套与滚轮之间的缝隙。如0.2mm薄片通过,0.4mm薄片通不过即可进行批量生产,反之则向班长汇报超精抛1.加工表面不得有拉伤、划痕等现象2.每班量产前对砂带、顶尖的磨损情况进行检查清洗技术要求:1.清洗各部位油污及杂物,目测干净为止,齿面及孔、槽尤其要注意2.浸防锈油,避免磕碰伤
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 hyh108333
hyh108333
本文标题:3018齿条
链接地址:https://www.777doc.com/doc-3289998 .html