您好,欢迎访问三七文档
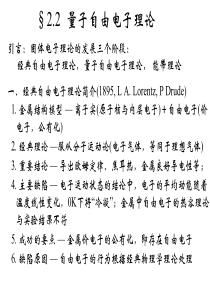
3.2轧制3.2.1轧制过程及基本原理•什么是轧制?指金属坯体经过转动轧辊间的缝隙,产生压缩变形,主要在长度方向产生延伸的过程。轧制演示•轧制的目的改质、提高性能成形•轧制得到广泛应用,大部分金属以轧态使用。如:•钢材90%•铝及合金35—45%•铜及合金60—70%以简单理想轧制过程为例,阐述轧制过程的基本概念。•简单理想轧制过程:两轧辊均被驱动,直径相等,转速相同,轧件的机械性质及运动均匀,无外加推力或拉力作用,靠轧辊力实现轧制的过程。变形区—轧件在轧辊作用下产生变形的区域。外区或刚端—变形区以外两端不产生变形区域。•轧制过程如图5-23示意图所示。1.变形区主要参数•R-轧辊半径•α—咬入角•L—变形区长度,是接触弧(α对应的弧度)的水平投影•h0,h1—轧件入口厚度和轧后厚度•L0,L1—轧件轧制前后的长度•b0,b1—轧件轧制前后的宽度变形区长度压下量hRhRRRRhhhhh2422210)cos1(20101010%100bbbllhhhh宽展延伸系数压下率压下系数工艺参数的定义2.轧制过程的金属流动设:轧件无宽展,垂直截面水平流动速度相同,则按体积不变条件可知,变形区流动速度变化:•在轧辊入口:金属的流动速率轧辊表面圆周速度•在轧辊出口:金属的流动速率轧辊表面圆周速度•则在变形区存在一个金属流速=轧辊表面园周速度的地方→中性面轧辊入口-中性面之间的区间—后滑区中性面-轧辊出口之间的区间—前滑区,对应的轧辊圆心角称为中性角中性面轧辊入口轧辊出口后滑区前滑区由变形区力平衡和几何条件分析,可导出轧制过程变形与几何条件的内在联系,计算得中性角212-中性角-咬入角-摩擦角,据库仑定律确定摩擦角摩擦系数ffNTtan中性面轧辊入口轧辊出口后滑区前滑区N—施加轧件上的力T—摩擦力3.咬入条件咬入条件—轧件与轧辊接触后,轧辊能把轧件拉入辊缝进行轧制的必要条件。轧辊与轧件的受力关系如图所示N—施加轧件上的力T—摩擦力Nx,Tx分别为其水平分量咬入后-轧件作用力方向P与出口区间的夹角-轧件端部与出口的夹角1.开始咬入的情况N—施加轧件上的力T—摩擦力Nx,Tx分别为其水平分量由力平衡关系,有NXTX时,轧件咬入辊缝,则咬入的条件为:tancossinNTXXTNTN据库仑定律:摩擦角摩擦系数ffNTtan则咬入条件为:咬入后,在建立稳定的轧制过程中,轧辊对轧件的作用力方向改变。此时的咬入条件为:设:作用力方向P与出口区间的夹角为,轧件端部与出口的夹角为2①当=(轧制开始时),咬入条件2②当=0时(轧件充满变形区),则22.咬入以后的情况4.轧制压力(1)轧制压力的概念轧制压力是轧制时轧辊施加于轧件的变形力,但通常,轧件施加于轧辊总压力的垂直分量称为轧制压力,见图5-25p—作用在轧件上的单位压力t—单位接触摩擦力—变形区内任一角度①在简单理想轧制情况下,轧制压力方向与轧辊中心线平行(图5-25)。②在入口和出口作用有张力时,轧件作用于轧辊的合力前倾(图5-26)。③忽略轧件宽度方向上接触应力的变化。轧制力P可按下式计算:sincossincoscoscos00rXarXaXdtBdtBdpBP210bbB轧件平均宽度第一项单位压力p的垂直分量第二、三项分别为前、后滑区单位摩擦力t的垂直分量,方向不同。通常这两项比较小,工程上可以忽略,则有:00coscospdxBdxpBP取平均值形式,有:FpPP–轧制压力p–平均单位压力F–接触面积(水平投影面积)5.轧制力矩1)定义:轧制压力P与其作用点到轧制中心线距离(力臂)a的乘积,是确定轧制的主电机和轧辊传动机构负荷的重要参数。2)计算:hRahRbbpFpPPaM2)(10Ψ-力臂系数,一般取0.3-0.6hRbbpM2)(10在简单轧制情况下,驱动两辊的轧制力矩21MMM)(10bbhRpM3.2.2轧制方法1.按轧制温度分类力性好、尺寸精确高冷轧动大皮、表面粗糙、尺寸波变形容易、易产生氧化热轧2.按轧制产品分类小变形精轧高温、大压下量粗轧成品轧制开坯即轧成各种尺寸的坯料半成品轧制3.按轧件、轧辊的位置和相对运动关系分类管材、钢球等变截面件斜轧转体齿轮、车轮、车轴等回横轧制初、板带材、型、线轧纵轧图5-304.按轧制产品成形特点分类弯曲成形施压轧制周期轧制特殊轧制一般轧制板带材轧制管材轧制型材轧制线材轧制5.按轧制产品形状分类1.概述2.中厚板轧制3.热带钢轧制4.冷带钢轧制3.2.3板带材轧制板带材是板材和带材的总称。成卷生产供应板卷带材品指裁剪成定尺长度的产板材板带材的几何外形特征用宽厚比B/H表征。B/H的大小代表了生产技术的难度。(1)板带材1.概述(2)分类①板带材按厚度分为三大类:mmmmmmmmmm20~00104~206060~2020~4极薄带材和薄材薄板和带材特厚厚中中厚板②按用途可分为:造船板、锅炉、桥梁、压力容器、汽车、镀层(镀锡、锌)、电工、屋面、深冲等。③按材料类别板带钢、有色金属板带。(3)板带材的技术要求:尺寸精度板形表面粗糙度性能(4)板带材的生产方式2.中厚板轧制•原始材料:扁锭、初轧板坯、连铸板坯、压铸板坯。•轧制生产工艺流程图•轧制工艺轧制工艺分三阶段:成形轧制---展宽轧制---精轧•钢板生产:mmsmt3.565/5.711080最大宽度钢板最大长度轧速板坯可达3.热带钢轧制热轧带钢1.28—8mm宽带钢窄带钢mmmm600600原料:连铸板坯、初轧板坯。轧制工艺:工艺基本与中厚板相同,但要限制展宽。架四辊轧机精轧四辊大能力轧机粗轧86轧制钢种硅钢不锈钢低合金钢普碳钢4.冷带钢轧制(1)概要冷轧带钢和薄板宽厚mmmm2000~1003~1.0轧制原料:以热轧带钢或钢板为原料,常温轧制轧制优点:①轧速高(40m/s)②道次压下率大③表面光洁,板形平直、尺寸精度高④机械性能好使用轧机:单机架可逆式、连续式。产品一般以卷供应。(2)工艺流程:一般工艺流程为:热轧卷料→酸洗→冷轧→退火→平整3.2.4管材轧制管材是金属中使用最广的产品,尤其是钢材,就钢管而言,一般尺度范围为:ф0.1--4000mmX0.01—100mm。生产方法:•无缝管冷轧无缝钢管热轧无缝钢管•焊接管螺旋焊管直缝焊管电焊管搭接炉焊管对接炉焊管炉焊管1.无缝管(1)热轧无缝钢管①穿孔:用实心圆管坯经穿孔机穿孔成空心的厚壁管(毛管),常用二辊斜轧穿孔机完成穿孔过程,见图5-35。两轧辊轴线之间的斜角6-17o,当轧辊运动时,管坯呈螺旋运动前进,在固定的顶头作用下,穿成空心毛管。②轧管:穿孔机形成的毛管表面极不平整,尺寸精度差。因此,要在自动轧管机上轧成薄壁荒管,然后,再经2-3道次轧制到成品壁厚。总延伸率1.8-2.2③均整消除荒管的内外表面缺陷和椭圆度、壁厚均匀化。用带芯棒斜轧方法完成。均整后管材直径扩大3-9%,长度缩短1-6%④定径和减径•均整后的管材虽然壁厚达到了成品要求,但外圆在椭圆度方面还难以达到要求,因此,用无芯棒连轧方法对其外圆进行加工---定径•要生产直径小的热轧管,需要用减径机减径•定、减径机都是连轧机,采用的机架数各不相同,遵守金属体积“秒流量相等原则”。⑤校直、切管、探伤、入库无缝钢管生产工艺(2)冷加工无缝钢管以热轧或热挤压法生产的钢管为坯料进行冷轧、冷拔的制管方法。精度高、强度好、表面光洁度好、尺寸范围广。旋压法是另一种重要的方法,可以生产薄壁、特大和异型断面的管材和旋转体零件。2.焊管利用轧制方法将钢板或带钢弯曲成钢管形状(图5-36),然后焊接成型(图5-37)的制管方法。•炉焊管•电焊管对接焊管搭接焊管直缝焊管(图5-38)螺旋焊管(图5-39)3.2.5型材轧制型材轧制主要用于各种型钢生产;有色金属型材主要采用挤压、拉拨生产。型钢在各行各业得到广泛应用。1.热轧型钢1)型钢分类大、中、小三大类钢轨、窗框复杂断面:工字、槽、、扁钢、六角、角钢简单断面:园钢、方钢①热轧型钢②冷弯型钢2)型钢的轧制方法在轧辊上加工出轧槽,将两个或两个以上的轧辊轧槽对应装配起来,形成孔型。轧制时通过一系列孔型,达到所要求的尺寸。孔型示意图见图5-40孔型设计是型钢生产的主要环节①简单断面型钢的轧制②角钢轧制③槽钢轧制④工字钢轧型⑤H钢型的轧制①简单断面型钢的轧制粗轧(延伸)孔型•椭圆-方、菱-方、箱-箱、菱-菱、椭圆-圆•延伸孔型可以单独或组合使用,延伸孔型实现大变形延伸,轧出方断面坯料供精轧。精轧孔型由粗轧和精轧两环节完成②角钢轧制经蝶式孔型系统或扁平孔型系统轧制而成,见图5-42。③槽钢轧制蝶式孔型或直线式孔型系统轧成,见图5-43④工字钢轧型直线式孔型系统、倾斜式孔型系统轧制而成,见图5-44⑤H钢型的轧制采用万能轧机轧制。成形拐角边缘时,万能轧机与水平式二辊轧边机串联配置。见图5-452.冷弯型钢冷弯型钢主要有:槽形钢、角形钢、帽形、Z形、V形、方管、矩形管、波纹板、瓦垄板等,见图5-46。冷弯型钢优点冷弯型钢的生产:在冷弯成形机上进行成形,使带钢连续通过顺序排列的3-20架冷轧机,依次成形加工,最后精轧到所要求的形状的生产方法。见图5-47•品种多•断面经济合理•强度高•表面质量高•尺寸精确。3.2.6线材轧制•线材,也叫盘条,一般直径ф5.5—9mm•用途:Al、Cu线材主要用于拔制电线。钢线材用作建筑钢筋,制成机械零件。•线材轧制用原料连铸坯轧制坯断面尺寸80×80mm—130×130mm;长度3—22m重量:几十公斤--两吨半1.线材轧制特点①总延伸率大,轧制温降快,头尾温差大,轧速高(100m/s)②机架多,分工细③具特殊孔型系统•多辊孔型系统•45°轧机孔型系统(a)多辊孔型系统:三角—弧边、三角-圆孔型系统(b)45°轧机孔型系统:椭-椭-圆、弧菱-弧菱-圆、椭-圆-椭-圆、平-平-椭-圆2.线材生产工序和轧机布置线材铸轧录象资料3.线材控制冷却线线材生产新技术。通过轧制过程控制冷却,获得所要求的结晶组织和沿线材全长的均匀性能,并使氧化铁皮减少1%,拔丝前酸洗周期缩短50%。提高随后拔丝的总延伸率,减少退火次数等。线材轧制的发展趋势:高效率、节能降耗、提高质量、增加品种。作业题与思考题1.什么是塑性加工?如何分类?主要有哪些塑性加工方法?列举每类加工方法的典型产品。2.什么是金属轧制加工?主要有哪些方法?解释板、管、型、线材轧制的基本原理。3.金属材料的塑性是一成不变的吗?请解释其原理在材料塑性加工工艺中的应用。4.板带材轧制时,有的采用热轧,有的采用冷轧,为什么?两者工艺参数、效果有何不同?
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![3[1]2塑料成型模具典型结构](/doc-278777.png)



 lydiamiao3
lydiamiao3
本文标题:3.2 轧制解析
链接地址:https://www.777doc.com/doc-3364697 .html