您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 《数控机床与编程技术》电子教案-2003
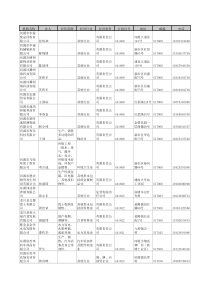
2020/1/301数控机床与编程技术培训教程2020/1/302内容•数控机床的组成•数控机床的工作原理•数控机床的机械结构特点•数控编程基础•数控车床编程•数控铣床编程•数控加工中心编程•自动编程•数控机床的操作2020/1/303课程安排•总学时:70学时,理论54学时实验16学时•考核:100分=平时成绩20分+期末考试80分平时成绩20分:考勤5分+作业5分+实验10分期末考试80分:笔试40分+上机操作40分2020/1/304课程基本要求•掌握数控机床的组成及结构特点•掌握数控车床的手工编程•掌握数控铣床的手工编程•掌握数控机床的基本操作,能够独立完成零件的编程与加工•了解加工中心的编程与操作•掌握Master-CAM零件造型及后置处理方法,能通过自动编程独立完成零件的编程与加工2020/1/305第一章概论•数控机床的组成及工作原理•数控机床的分类•数控机床加工的特点•数控机床的应用范围2020/1/306第一节数控机床的组成及工作原理零件加工程序程序载体输入装置数控装置伺服驱动装置辅助控制装置检测反馈装置机床本体2020/1/307第一节数控机床的组成及工作原理机床I/O电路和装置测量装置主轴驱动装置进给驱动装置主轴伺服单元进给伺服单元计算机数控装置操作面板PLC计算机数控系统机床辅助控制机构进给传动机构主运动机构键盘输入输出设备2020/1/308第一节数控机床的组成及工作原理CNC装置(CNC单元)CNC装置是数控机床的核心部件。组成:计算机系统、位置控制板、PLC接口板,通讯接口板、特殊功能模块以及相应的控制软件。作用:根据输入的零件加工程序进行相应的处理(如运动轨迹处理、机床输入输出处理等),然后输出控制命令到相应的执行部件(伺服单元、驱动装置和PLC等),所有这些工作是由CNC装置内硬件和软件协调配合,合理组织,使整个系统有条不紊地进行工作的。2020/1/309第一节数控机床的组成及工作原理1.操作面板操作面板的是操作人员与机床数控装置进行信息交流的工具。组成:按钮站、状态灯、按键阵列(功能与计算机键盘一样)和显示器;。它是数控机床特有的部件。2020/1/3010第一节数控机床的组成及工作原理2.控制介质与输入输出设备控制介质记录零件加工程序的媒介输入输出设备CNC系统与外部设备进行交互装置。交互的信息通常是零件加工程序。即将编制好的记录在控制介质上的零件加工程序输入CNC系统或将调试好了的零件加工程序通过输出设备存放或记录在相应的控制介质上。2020/1/3011表1控制介质和输入输出设备表控制介质输入设备输入设备穿孔纸带纸带阅读机纸带穿孔机磁带磁带机或录音机磁盘磁盘驱动器2020/1/3012第一节数控机床的组成及工作原理3.通讯现代的数控系统除采用输入输出设备进行信息交换外,一般都具有用通讯方式进行信息交换的能力。它们是实现CAD/CAM的集成、FMS和CIMS的基本技术。采用的方式有:串行通讯(RS-232等串口)、自动控制专用接口和规范(DNC,MAP等)网络技术(internet,LAN等)。2020/1/3013第一节数控机床的组成及工作原理4.CNC装置(CNC单元)CNC装置是数控机床的核心部件。组成:计算机系统、位置控制板、PLC接口板,通讯接口板、特殊功能模块以及相应的控制软件。作用:根据输入的零件加工程序进行相应的处理(如运动轨迹处理、机床输入输出处理等),然后输出控制命令到相应的执行部件(伺服单元、驱动装置和PLC等),所有这些工作是由CNC装置内硬件和软件协调配合,合理组织,使整个系统有条不紊地进行工作的。2020/1/3014第一节数控机床的组成及工作原理伺服单元、驱动装置和测量装置伺服单元和驱动装置主轴伺服驱动装置和主轴电机进给伺服驱动装置和进给电机测量装置位置和速度测量装置。以实现进给伺服系统的闭环控制。作用保证灵敏、准确地跟踪CNC装置指令:进给运动指令:实现零件加工的成形运动(速度和位置控制)。主轴运动指令,实现零件加工的切削运动(速度控制)2020/1/3015第一节数控机床的组成及工作原理PLC(ProgrammableLogicController)、机床I/O电路和装置PLC:用于控制机床顺序动作,完成与逻辑运算有关的开关量I/O控制,它由硬件和软件组成;机床I/O电路和装置:实现开关量I/O控制的执行部件,即由继电器、电磁阀、行程开关、接触器等电器组成的逻辑电路;功能:接受CNC的M、S、T指令,对其进行译码并转换成对应的控制信号,控制辅助装置完成机床相应开关动作接受操作面板和机床侧的I/O信号,送给CNC装置,经其处理后,输出指令控制CNC系统的工作状态和机床的动作。2020/1/3016第一节数控机床的组成及工作原理7.机床机床:数控机床的主体,是实现制造加工的执行部件。组成:由主运动部件、进给运动部件(工作台、拖板以及相应的传动机构)、支承件(立柱、床身等)以及特殊装置(刀具自动交换系统工件自动交换系统)和辅助装置(如排屑装置等)。2020/1/3017第二节数控机床的分类•按加工工艺分类•按控制系统的功能水平分类•按伺服装置的功能水平分类•按数控机床的档次分类2020/1/3018第二节数控机床的分类一.按加工工艺分类•普通数控机床:如:数控车床、数控铣床、数控磨床、数控钻床等等•加工中心:带刀库和自动换刀装置如:车削中心、加工中心•其它:三坐标测量机、机械手(工业机器人)、自动绘图机等2020/1/3019第二节数控机床的分类二.按控制系统的功能特点分类•点位控制的数控机床•点位-直线控制的数控机床•轮廓控制的数控机床2020/1/3020第二节数控机床的分类二、按控制功能分类1.点位控制数控系统仅能实现刀具相对于工件从一点到另一点的精确定位运动;对轨迹不作控制要求;运动过程中不进行任何加工。适用范围:数控钻床、数控镗床、数控冲床和数控测量机。2020/1/3021第二节数控机床的分类二、按控制功能分类2.轮廓控制数控系统具有控制几个进给轴同时谐调运动(坐标联动),使工件相对于刀具按程序规定的轨迹和速度运动,在运动过程中进行连续切削加工的数控系统。适用范围:数控车床、数控铣床、加工中心等用于加工曲线和曲面零件的机床。现代的数控机床基本上都是装备的这种数控系统。2020/1/3022第二节数控机床的分类三.按伺服系统的特点分类按数控系统的进给伺服子系统有无位置测量装置可分为开环数控系统和闭环数控系统,在闭环数控系统中根据位置测量装置安装的位置又可分为全闭环和半闭环两种。•开环控制的数控机床•半闭环控制的数控机床•闭环控制的数控机床2020/1/3023步进电动机驱动电路功率步进电动机指令脉冲机床工作台第二节数控机床的分类开环控制的数控机床特点:结构简单,步进驱动、步进电机,无位置速度反馈2020/1/3024位移反馈速度反馈D.C.(A.C.)伺服装置及电机机床工作台位置检测装置位置检测装置第二节数控机床的分类半闭环控制的数控机床特点:精度较高,采用交流或直流伺服驱动及伺服电机,有角位移、角速度检测装置,结构紧凑2020/1/3025特点:精度高,采用交流或直流伺服驱动及伺服电机,有直线位移、速度检测装置,价格贵,调试困难位移反馈速度反馈D.C.(A.C.)伺服装置及电机机床工作台位置检测装置第二节数控机床的分类闭环控制的数控机床2020/1/3026第二节数控机床的分类四、按联动轴数分1.2轴联动(平面曲线)2.3轴联动(空间曲面,球头刀)3.4轴联动(空间曲面)4.5轴联动及6轴联动(空间曲面,端铣刀)。联动轴数越多数控系统的控制算法就越复杂。2020/1/3027五.按控制系统的功能水平分类控制系统功能高档中档低档(经济型)主轴功能无级变速、C轴功能机械变速分辩率0.1μm1μm10μm进给速度15~100m/min15~24m/min8~15m/min伺服驱动闭环半闭环开环电机交、直流伺服电机步进电机联动轴数2~4轴或2~5轴2~3轴通信功能MAP,联网功能RS232C、RS485无显示功能三维图形彩显CRT图形显示数码或CRT字符内装PLC有有无主CPU32位或64位16位或32位8位2020/1/3028第三节数控机床加工特点•加工精度高•对加工对象的适应性强•自动化程度高,劳动强度低•生产效率高•良好的经济效益•有利于现代化管理2020/1/3029第四节数控机床的应用范围•多品种小批量生产的零件•形状结构比较复杂的零件•需要频繁改型的零件•价值昂贵,不允许报费的关键零件•需要最少周期的急需零件•批量较大精度要求高的零件第二章数控机床的机械结构特点2020/1/3031第二章数控机床机械结构的特点•对数控机床机械结构的要求•数控机床的主传动及主轴部件•数控机床的进给运动及传动机构•自动换刀装置•其它辅助装置2020/1/3032第一节对数控机床机械结构的要求•提高机床的动、静刚度•减少机床的热变形•减少运动副的摩擦,提高传动精度•提高机床的寿命和精度保持性•自动化的机构,宜人的操作性•安全防护和宜人的造型2020/1/3033第一节对数控机床机械结构的要求一.提高机床的静、动刚度•合理选择支承件的结构形式•合理的结构布局•采用补偿变形的措施•合理选用构件的材料2020/1/3034第一节对数控机床机械结构的要求二.减少机床热变形的措施•减少机内发热•改善散热和隔热条件•合理设计机床的结构与布局•进行热变形补偿2020/1/3035第一节对数控机床机械结构的要求三.减少运动副的摩擦•采用滚动导轨或静压导轨•采用贴塑滑动导轨•用滚珠丝杠代替滑动丝杠•采用无间隙滚珠丝杠传动和无间隙齿轮传动以提高传动精度2020/1/3036第二节数控机床的主传动系统•数控机床的主传动系统概述主运动系统是指驱动主轴运动的系统,主轴是数控机床上带动刀具和工件旋转,产生切削运动的运动轴,它往往是数控机床上单轴功率消耗最大的运动轴。•主传动系统的作用:①传递动力,传递切削加工所需要的动力②传递运动,传递切削加工所需要的运动;③运动控制,控制主运动运行速度的大小、方向和起停。与进给伺服系统相比,它具有转速高、传递的功率大等特点,是数控机床的关键部件之一,对它的运动精度、刚度、噪声、温升、热变形都有较高的要求。2020/1/3037数控机床对主运动系统的要求•动力功率高由于对高效率的要求日益增长,加之刀具材料和技术的进步,大多数NC机床均要求有足够高的功率来满足高速强力切削。一般NC机床的主轴驱动功率在3.7kW~250kW之间•调速范围宽除了功率方面的要求外,还应使主轴转速具有足够大的调整范围。调速范围是指最高转速与最低转速之比,即Rn=nmax/nmin•控制功能多样化•性能要求高2020/1/3038主传动功率•机床主传动的功率N可根据切削功率Nc与主运动传动链的总效率η由下式来确定N=Nc/η•数控机床的加工范围一般都比较大,切削功率可以根据有代表性的加工情况,由其主切削力Pz按下式来确定2020/1/3039调速范围宽•在主运动系统中调速范围有恒扭矩、恒功率调速范围之分,如图所示,在基本转速(额定转速nc)以下是恒转速调速范围,通过调整电枢电压来实现,在nc以上是恒功率调速,通过调磁调速。而且现在恒功率调速范围尽可能大,以便在尽可能低的速度下,利用其全功率(在低速时往往由于电流的限制,只能进行恒扭矩调速。因为加工一些难加工材料所需求的转速范围相差很大,例如,钛需要低速加工,而铝合金材料却需要高速加工,而采用齿轮变速箱扩大变速范围的方法已不能满足要求。2020/1/3040调速范围宽•主运动为旋转运动的机床,主轴转速n(r/min)由切削速度v(m/min)和工件或刀具的直径d(mm)来确定•对于数控机床,为了适应切削速度和工件(或刀具)直径的变化,主轴的最低和最高转速可根据下式确定2020/1/3041数控机床的主传动变速方式•无级变速•分段无级变速•内置电动机主轴变速(电主轴)•有级变速(机械变速)2020/1/3042现代数控机
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 lowind
lowind
本文标题:《数控机床与编程技术》电子教案-2003
链接地址:https://www.777doc.com/doc-3386318 .html