您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 某公司零件加工作业指导书样本
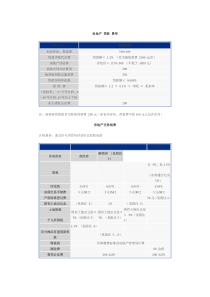
汽车基地主机厂与供应商的信息、服务、交流中心!海量管理资料下载,请登录:汽车基地操作要领(1)操作者开机前检查工艺文件是否齐全.有效(2)操作者开机前认真查对标准件和被加工套圈是否一致(3)操作者开机需要与检查员相互校对测量仪器是否一致(4)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志(5)按切削规范要求调整机床,正确安装并调整工装夹具,导向基准的夹具及主轴径向跳动不大于0.03mm,定位平面跳动不大于0.03mm,夹紧力要适当,以防工件变形而造成废品(6)首件.换胎时对所有项目要自检(7)在加工和搬运过程中轻拿轻放.以防工件磕.划.伤切削规范序号检验项目规范公差检查方法测量设备操作者检查员控制方法反应计划容量频率容量频率1dφ420-0.3测量D923表台内径标准件L614-01百分表(0~10/0.010)6~102次/小时202次/每班首件记录抽检停机隔离调整2Vds≤0.10测量6~102次/小时202次/每班3Vdp≤0.10测量6~102次/小时202次/每班4C33.50+0.2测量卡尺(0~150/0.02)6~102次/小时202次/每班主轴转速切削速度走刀量切削深度710转/分112.4米/分0.5~0.8毫米/转0.6~0.9mm编制(日期)审核(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期汽车基地主机厂与供应商的信息、服务、交流中心!海量管理资料下载,请登录:汽车基地操作要领(1)操作者开机前检查工艺文件是否齐全.有效(2)操作者开机前认真查对标准件和被加工套圈是否一致(3)操作者开机需要与检查员相互校对测量仪器是否一致(4)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志(5)按切削规范要求调整机床,正确安装并调整工装夹具,导向基准的夹具及主轴径向跳动不大于0.03mm,定位平面跳动不大于0.03mm,夹紧力要适当,以防工件变形而造成废品(6)首件.换胎时对所有项目要自检(7)在加工和搬运过程中轻拿轻放.以防工件磕.划.伤切削规范序号检验项目规范公差检查方法测量设备操作者检查员控制方法反应计划容量频率容量频率1DΦ50.40+0.2测量D913表台百分表0.01mm(0~10mm)测量垫6~102次/小时202次/每班首件记录抽检停机隔离调整2B32.50+0.2测量6~102次/小时202次/每班3VDs≤0.08测量6~102次/小时202次/每班4VDp≤0.08测量6~102次/小时202次/每班5SD≤0.06测量6~102次/小时202次/每班6r外0.5×45°目测6~102次/小时202次/每班主轴转速切削速度走刀量切削深度710转/分93.6米/分0.5~0.8毫米/转0.7~1.0mm编制(日期)审核(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期汽车基地主机厂与供应商的信息、服务、交流中心!海量管理资料下载,请登录:汽车基地操作要领(1)操作者开机前检查工艺文件是否齐全.有效(2)操作者开机前认真查对标准件和被加工套圈是否一致(3)操作者开机需要与检查员相互校对测量仪器是否一致(4)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志(5)操作者加工第一个套圈时应重新调整机床.正确安装并调试工装夹具(6)首件.换砂轮所有项目要自检(7)在加工和搬运过程中要轻拿轻放.以防工件磕.碰.划伤(8)按磨削规范调整机床,正确安装并调试工装夹具(9)每星期更换一次切削液磨削规范序号检验项目规范公差检查方法测量设备操作者检查员控制方法反应计划容量频率容量频率1C32.20+0.06测量D903表台宽度标准件L616-01比较仪0.001mm(±100)测量垫10每盘202次/每班首件记录抽检停机隔离调整2VCs≤0.03测量10每盘202次/每班3SD≤0.05测量10每盘202次/每班砂轮转速进给量970转/分0.02mm编制(日期)审核(日期)会签(日期)批准(日期)汽车基地主机厂与供应商的信息、服务、交流中心!海量管理资料下载,请登录:汽车基地操作要领(1)操作者开机前检查工艺文件是否齐全.有效(2)操作者开机前认真查对标准件和被加工套圈是否一致(3)操作者开机需要与检查员相互校对测量仪器是否一致(4)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志(5)操作者加工第一个套圈时应重新调整机床.正确安装并调试工装夹具(6)首件.换砂轮所有项目要自检(7)在加工和搬运过程中要轻拿轻放.以防工件磕伤.碰.划伤(8)按磨削规范调整机床,正确安装并调试工装夹具(9)出现不合格品时,立即停机,隔离工件,如不能调整机床立即通知班长(10)每星期更换一次切削液磨削规范序号检验项目规范公差检查方法测量设备操作者检查员控制方法反应计划容量频率容量频率1D1Φ50.350+0.08测量D913表台币比较仪0.001mm(±100)测量垫6~102次/小时202次/每班首件记录抽检停机隔离调整2D2Φ50.250+0.06测量6~102次/小时202次/每班3VDs≤0.08测量6~102次/小时202次/每班4△Cir≤0.05测量6~102次/小时202次/每班5SD≤0.06测量6~102次/小时202次/每班砂轮转速进给量导轮转速中心高1050转/分0.02mm34转/分320~330mm编制(日期)审核(日期)会签(日期)批准(日期)汽车基地主机厂与供应商的信息、服务、交流中心!海量管理资料下载,请登录:汽车基地操作要领(1)操作者开机前检查工艺文件是否齐全.有效(2)操作者开机前认真查对标准件和被加工套圈是否一致(3)操作者开机需要与检查员相互校对测量仪器是否一致(4)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志(5)按切削规范要求调整机床,正确安装并调整工装夹具,导向基准的夹具及主轴径向跳动不大于0.03mm,定位平面跳动不大于0.03mm,夹紧力要适当,以防工件变形而造成废品(6)首件.换胎时对所有项目要自检(7)在加工和搬运过程中轻拿轻放.以防工件磕碰伤.划.伤切削规范序号检验项目规范公差检查方法测量设备操作者检查员控制方法反应计划容量频率容量频率1dφ42.90-0.15测量D923表台内径标准件L614-02百分表(0~10/0.010)6~102次/小时202次/每班首件记录抽检停机隔离调整2Vds≤0.05测量6~102次/小时202次/每班3Vdp≤0.05测量6~102次/小时202次/每班主轴转速切削速度走刀量切削深度710转/分95.6米/分0.4~0.6毫米/转0.6~0.9mm编制(日期)审核(日期)会签(日期)批准(日期)汽车基地主机厂与供应商的信息、服务、交流中心!海量管理资料下载,请登录:汽车基地操作要领(1)操作者开机前检查工艺文件是否齐全.有效(2)操作者开机前认真查对标准件和被加工套圈是否一致(3)操作者开机需要与检查员相互校对测量仪器是否一致(4)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志(5)按切削规范要求调整机床,正确安装并调整工装夹具,导向基准的夹具及主轴径向跳动不大于0.03mm,定位平面跳动不大于0.03mm,夹紧力要适当,以防工件变形而造成废品(6)首件.换胎时对所有项目要自检(7)在加工和搬运过程中轻拿轻放.以防工件磕碰划伤.划.伤切削规范序号检验项目规范公差检查方法测量设备操作者检查员控制方法反应计划容量频率容量频率1r外R6测量倒角样板L617-05L617-046~102次/小时202次/每班首件记录抽检停机隔离调整2r内1×45°测量6~102次/小时202次/每班主轴转速切削速度走刀量切削深度710转/分98米/分0.4~0.6毫米/转0.6~1mm编制(日期)审核(日期)会签(日期)批准(日期)汽车基地主机厂与供应商的信息、服务、交流中心!海量管理资料下载,请登录:汽车基地操作要领(1)操作者开机前检查工艺文件是否齐全.有效(2)操作者开机前认真查对标准件和被加工套圈是否一致(3)操作者开机需要与检查员相互校对测量仪器是否一致(4)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志(5)按切削规范要求调整机床,正确安装并调整工装夹具,导向基准的夹具及主轴径向跳动不大于0.03mm,定位平面跳动不大于0.03mm,夹紧力要适当,以防工件变形而造成废品(6)首件.换胎时对所有项目要自检(7)在加工和搬运过程中轻拿轻放.以防工件磕碰划伤.划.伤切削规范序号检验项目规范公差检查方法测量设备操作者检查员控制方法反应计划容量频率容量频率1dφ45.15-00.2测量D923表台内径标准件L614-03百分表(0~10/0.010)6~102次/小时202次/每班首件记录抽检停机隔离调整2B22.70-
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 ericlee_e
ericlee_e
本文标题:某公司零件加工作业指导书样本
链接地址:https://www.777doc.com/doc-3423460 .html