您好,欢迎访问三七文档
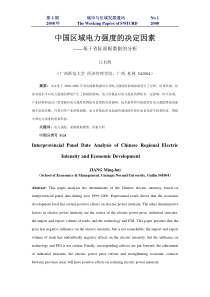
基础IE导论中北大学工业工程系基础IE及现场改善工业工程简介基础IE的起源基础IE方法体系基础IE解决问题的程序步骤现场改善IE是对人员、物料、设备、能源和信息所组成的集成系统进行设计、改善和设置的一门学科。它综合运用数学、物理学和社会科学方面的专门知识和技术以及工程分析和设计的原理与方法,对该系统所取得的成果进行确定、预测和评价。——美国工业工程师协会(AIIE),1955工业工程,(IndustrialEngineering,IE)工业工程的定义工业工程的定义(2)IE是这样一种活动,它以科学的方法,有效的利用人、财、物、信息、时间等经营资源,优质价廉并及时地提供市场所需的商品和服务,同时探求各种方法给从事这些工作的人们带来满足和幸福。——日本工业工程师学会(JIIE)科学管理的起源泰勒的铲煤研究吉尔布雷斯的砌砖研究©1995CorelCorp.科学管理的起源泰勒的科学管理的内容概括起来主要有5条:1、工作定额原理2、能力与工作相适应原理3、标准化原理4、差别计件付酬制5、计划和执行相分离原理第一阶段:19世纪末到20世纪初期第二阶段:20世纪初叶到第二次世界大战前第三阶段:第二次世界大战到20世纪40年代末第四阶段:20世纪50-60年代第五阶段:20世纪70年代至今发展特点总结工业工程的发展方向工业工程的发展过程IE的产生与发展过程F.W.泰勒(1856-1915),被誉为工业工程之父。通过著名的“铁铲实验”、“搬运实验”和“切削实验”,总结了称为“科学管理”的一套思想。1911年发表了《科学管理原理》一书。1910年,FrankGilbreth和LillianGilbreth从事动作研究(砌墙实验)和工业心理学研究;1913年,HenryFord发明流水装配线;1914年,HarryGantt从事作业进度规划研究和按技能高低与工时付酬的计件工资制的研究;1917年,哈利斯研究应用经济批量控制库存量的理论。第一阶段IE的产生与发展过程1911年美国Purdue大学机械工程系首先开设了工业工程选修课;1918年美国宾夕法尼亚州立大学建立了工业工程系;1920年美国成立了美国工业工程师协会ASIE;后又成立AIIE,工厂中出现专门从事IE的职业;1922年马肯著《预算控制》,1924年著《会计管理》;1924-1931年休哈特首创“统计质量管理”;1924-1933年,梅奥通过“霍桑实验”首创“人际关系学说”;费希首创“工程经济”。第二阶段IE的产生与发展过程40年代中期,英、美两国发表了关于运筹学成果的资料,立刻受到IE工作者的注意,并将之运用于IE实践中。1948年,美国工业工程学会成立,它是国际上第一个致力于工业工程专业的发展和学术活动的专业性组织。第三阶段的IE与前两阶段的比较,表现为从以经验和定性分析为主发展为以定量分析为主。从以通过基层生产现场中作业研究来降低劳动成本为主转化为以研究整体系统的优化、降低各种资源消耗、提高整体系统的生产率为主。第三阶段IE的产生与发展过程在50、60年代,系统科学(SS)以及系统工程(SystemEngineering,SE)成为IE学科发展的基础。SE的方法论+OR的定量方法+传统IE方法+工业专业知识=新IE第四阶段IE的产生与发展过程70年代以来,特别是近10年来,IE的发展出现了一些新动向:早期的IE以提高制造现场作业效率和改进生产管理为主;现代IE则面向企业经营管理全过程。早期的IE单兵独进,现代IE已经成为为企业CIMS、进而为企业发展成为领先企业提供管理集成基础结构的有效工具。早期的IE只应用于制造业,现代IE已经普及到交通、建筑、服务和行政管理等多种产业中(例如全美医疗保健系统的规划和设计)。第五阶段IE的产生与发展过程2.降低成本。3.保证质量和安全。4.提高生产率、获得最佳效益。它追求的是系统整体的优化与提高。1.使生产系统投入要素得到有效利用。工业工程的目标工作研究(WorkStudy)经典的工作研究时间研究动作研究Taylor搬运实验与劳动定额Gilbreth砌墙实验与动作经济性原则方法研究程序分析流程程序分析工艺程序分析操作分析双手作业分析人机作业分析联合作业分析动作分析工作研究的分析技巧5W1H提问技术what,where,when,who,how,whyECRS原则E,eliminate——删除C,combine——合并R,rearrange——重排S,simplify——简化作业测定(时间研究)1.定义为一种应用技术,指在决定一合格人员在一定的标准下完成某一定工作所需的时间。其必须先建立标准方法,再建立标准时间。实施「方法改善」,机构方面增加生产降低成本,实施「时间研究」,才能提高效率,增加收益。2.作用1.决定工作时间标准,并用以控制人工成本。2.拟订标准时间作为奖金制度的依据。3.决定工作日程及工作计划。4.决定标准成本,并作为准备预算的依据。5.在制造前先计算其成本。此种数据决定制造成本以及售价都很有价值。6.决定机器的使用效率,并用以帮助解决生产线的平衡。7.决定操作人员操作的安排,一个能操作若干台机器?或需若干人组成一组来操作机器。作业测定(时间研究)•测时的方法一般做作业测定大致分成直接法与间接法:直接法有:秒表法、摄像机法等。间接法有:预定动作时间标准法(PredeterminedMotionTimeStandardApproach-PTS)、作业要素法(Workfactor-W.F)、方法时间度量法(Methods-TimeMeasurement-MTM)等等。最常用之测时法为秒表测时法(stopwatchtimestudy):使用秒表到现场实地测工作时间,据以订定标准工时的方法。秒表测时法常分为:连续记录时法、飞回记时法、循环记时法。现场管理优化5S活动(地面、机床、工具、工位器具、杂屑——整理、整顿、清扫、清洁、素养)定置管理(人、机、物的关系)目视管理(公开化与视觉显示——统一、简明、醒目、实用、严格)内容之二现场改善“现场”的概念“改善”的内涵现场改善的五项原则现场改善的三项活动现场改善主要手法广义而言,“现场”指的是开发、生产及销售三项主要活动的场所。狭义而言,“现场”指的是制造产品或提供服务的地方。一般制造企业现场管理或现场改善中的“现场”都是指后者。“实地”—实际发生行动的场地什么是“现场”“改善”的内涵诸多小步伐改进的逐次累积过程为导向“改善”持续运作的工具实践“质量第一”的理念改善与管理过程与结果遵循PDCA循环/SDCA循环。把质量放在第一位用数据说话下一流程就是顾客“改善”,意指持续不断地改进搜集现状资料,作为改善的出发点。绝不将不合格品或不正确信息,往下一流程传送现场改善的三项活动维持厂房良好环境的5S在现场,标准化指的是将工程师所规定技术上和工程上的条件,转换成作业员天天所需要的作业标准。消除浪费标准化定义对于一项任务,将目前认为是最好的实施方法作为标准,让所有做这项工作的人执行这个标准并不断完善它,整个过程称之为“标准化”。特征简化:将复杂的技术转化成易懂易掌握的基本技能;统一化:将不同的各种方法标准统一成一种或几种方法/标准;通用化:减少独特性,扩大兼容;系列化:将一种标准按照新产品的特性演绎成相应的系列标准。标准化标准种类标准程序类标准规范类标准工作程序作业指导书工序设定设备管理(检定、保养)管理制度/方法成品规格图纸标准工时标准成本/预算各种计划书经营方针/目标标准化作用降低成本减少变化便利性和兼容性积累技术明确责任要点抓住重点语言平实简洁目的和方法要明确明确各部门的责任注重内涵彻底实施修订完善PDCAPDCAPDCA循环法周而复始——螺旋上升PDCA循环法P(Plan)--计划,确定方针和目标,确定活动计划;D(Do)--执行,实地去做,实现计划中的内容;C(Check)--检查,总结执行计划的结果,注意效果,找出问题;A(Action)--行动,对总结检查的结果进行处理,成功的经验加以肯定并适当推广、标准化;失败的教训加以总结,以免重现,未解决的问题放到下一个PDCA循环。PDCA循环法(1)现状把握(2)设定目标(3)要因解析(4)研讨对策(5)计划实施(6)效果确认(7)效果巩固PDCA问题:零件摆放混乱问题点:待检/合格/不良等不同状态的零件未明确区分PDCA循环法1、现状把握(1)从问题中寻找问题点问题:工作台脏乱差问题点:边角料和工具配件随手扔、灰尘污垢未清扫抽象:1)操作时行程较远2)生产效率低PDCA循环法1、现状把握(2)从抽象到量化量化:1)操作时单程平均距离1m生产数:1800个/日员工每日来回行程:1800*1*2=3600m2)生产1个行走约5秒每天生产1800个行走时间:1800*5*264=660小时PDCA循环法2、设定目标(1)设定目标的目的•确定评价的项目•设立挑战的程度•明确计划达成的时间(2)设定目标的原则•方向感、高度感、紧迫感如果目标不明确,成员就容易欠缺必要的紧迫感而在非关键的问题上花费大量时间。某种零件来货箱数特别多,占用了大量的仓位和入库时间,通过解析发现该零件每箱只装了5个零件,箱内空间利用不当是主要原因。PDCA循环法3、要因解析4、研讨对策5、计划实施有形效果:1)入库时间减少:从原来的140分钟/月,到70分/月。2)库存面积节省:从40块托盘位置减少到20块托盘位置3)托盘占用资金减低:80元/块*20块/月*12月=19200元4)运输费降低:3100元/车*(15/40)车*12=13950PDCA循环法6、效果确认无形效果:1)减少作业量,降低劳动强度2)节省了时间,提高了供需双方的效率3)零件摆放合理,保证品质、安全4)节省包装材料,有利于环境保护
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 法修娜
法修娜
本文标题:1基础IE知识导入
链接地址:https://www.777doc.com/doc-3479672 .html