您好,欢迎访问三七文档
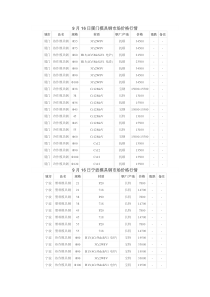
第1条(目的)提示自动焊接机正确的作业方法来实现标准作业,焊接机的最佳条件及管理运行为目的第2漕(适用范围)此标准以当事业部生产的PBA(海外,外注)的AUTOSOLDERING工程中使用的SOLDERINGM/C的管理标准来适用第3漕(关联标准)CCDW-0148CPBA作业标准CCD1-0052C质量标准管理规则第4漕(用语定义)1.FluxController:FluxDensityController(Flux比重自动调节机)2.Hanger:Non-Carriertype的wavesolderingM/C中移送PBA的工具3.AutoSolderFeeder:自动供给WireType焊锡的装置4.DipTester:测定预热温度,锡漕温度,DIP-TIME等焊接机条件的仪器5.Flux:Soldering时除去母材金属的氧化摸及防止金属的再氧化,减少熔解的Solder的表面张力的焊接材料6.IPA:用ISOPROPYLALCOHOL的简写,用语调整Flux比重而稀释的物质7.红外线温度计:测定把光(红外线)放射在有些物质中返回的量后求温度的测定机8.SolderFlow:从SolderPot中熔解Solder通过Nozzle分类流的状态9.缺点率:对于PBABOARD的SOLDERLAND不良数的以比例显示出PPM单位10.FILLET:自动焊接后沾到部品锡的高度第5漕(作业方法及实施顺序)1.作业前准备及检查事项—检查MAIN电源开关是否制导ON—SolderHeaterS/W以符合焊接机设备使用条件进行ON—打开AUTOSOLDERFEEDERS/W—作业前打开SOLDERMOTORS/W—符合PRE-HEATER的适当温度下打开1,2次开关进行充分的加热—打开FLUXAIRVALVE后确发泡形成是否为正常—打开FLUXCONTROLLERS/W检查比重—打开HANGERMOTORS/W稼动CONVEYOR—打开排气及冷却FANS/W稼动冷却工程6)稼动排气及冷却工程3)稼动PRE-HEATER工程4)稼动FLUX工程5)稼动CONVEYOR工程顺序检查及准备项目作业方法1)检查MAIN电源2)稼动SOLDERING工程规格书标准名自动焊接作业标准登录NO修正NOPAGECCDW-0149C722.投入部品及使用机器、工具3.焊接机始业前稼动方法是样式始业前自动焊接机稼动方法为准进行作业4.管理方法1.FLUX比重1)比重以20℃基准,管理供应商规格按±0.005—比重计不要碰管理方法2)FLUX比重手动测定时FLUX装到玻璃杯Beaker的面或低板(BEAKER)后放比重计测定刻度,同时测定—用手动用SPOIDEFLUX的液温度来测定也无方读此位置的刻度※FLUX比重单位:kg/l3)每天测试4次后与FLUXCONTROLLER比较后—发生误差时实施不同时实施CALIBRATIONCALIBRATION电子称—锡量测定用作业内容管理方法注意事项FILTER高度测定机—焊接高度测定用耐热玻璃—Flux及锡漕Wave状态测定用BARSOLDER事业场别承认制品SolderPot交换用(工程/高强度)角度计—Conveyor倾斜测定用STOPWATCH—DIP-TIME及C/VS.P测定用WIRESOLDER事业场别承认制品焊接用稀释剂事业场别承认制品—锡漕FLOW测定JIG—锡漕FLOW高度测定用温度计(红外线温度计)—温度测定用FLUX事业场别承认制品—比重计KesterorMalcomor同等制品比重测定用BEAKER—比重测定用73品目规格使用方法DipTesterMalcomor同等制品焊接条件设置用规格书标准名自动焊接作业标准登录NO修正NOPAGECCDW-0149CBEAKERBEAKER比重计1.FLUX比重4)Calibration是按照如下顺序进行—根据BOB规格管理方法1]FLUX,SOLVENTSELECTS/W为OFF状态比重的上,下限值2]关闭温度保证开关不同因此符合BOB3]ADJ,Volume,GAIN,Volume置到中间位置规格的调整管理比重4]比重Sensor从FluxTank脱离后Sensor部朝向Tank外垂直固定5]从比重SENSOR脱离BOB6]比重SENSOR安装5gWEIGHT—5gWEIGHT不要7]调整ADJ,Volume确认比重管理范围的下限值淹在FLUX中0.750OR0.800(FluxControllerModel仕样)后调整8]比重SENSOR去掉5gWEIGHT9]调整GAINVOLUME确认比重管理范围的上限值0.850OR0.900(FluxControllerModel仕样)后调整10]反复4~5次6]向提高正确度5)FLUX的交换周期是使用1周后交换全部并—FLUX交换时记录在锡漕及FLUX交换日程表中来管理TANK内部清扫干净6)为了保持一定的FLUX发泡高度AIR压力达到各—FLUX的发泡中在特装备别安装的AIR压力表的指针的管理基准表值,气泡的定部位发生2.0mm以上大小维持到2.0mm以下(尽可能小的管理)的气泡时表明以达到发泡管的寿命因此立即交换气泡的大小要总准备1~2个Spare维持2.0mm以下—AIR压力测定值记录在管理基准表表示FLUXNOZZLE在压力表上FLUX漕—BOB没有分离的状态下分离本体时发泡管SENSORSpring弛缓7)Flux比重Sensorbob每周1次交换Flux时除去成为故障的原因因此异物(防止测定比重时发生Error)要注意1]比重SENSOR本题从FLUX漕分离后洗涤8)FLUX的发泡高度以PCB厚度的1/2~2/2为基准进行管理9)加在Flux发泡管的Air可能混入大气中的水分因此安装AirFilter不使用时设置盖上Flux漕异物质的混入10)利用尺或JIG测定FLUX发泡高度并把其值记录在自动焊接机日别CheckSheet与最加条件表确认作业内容管理方法注意事项规格书标准名自动焊接作业标准登录NO修正NOPAGECCDW-0149C742.FluxTank1)为了防止因PBA弯曲的FLUX溢出FLUX,在—使用CenterGuide和内部PCBFLUX漕中安装管理CENTERGUIDESolderingPallet,弯曲管理最大限度的减少了焊接时的弯曲度。3.预热温度1)预热条件是以PBA底面为基准以110±20℃来—DIPTESTER是条件及普通PCB板以105±15℃为基准管理以BOTTO面基准管理方法2)SMT多层PCB中使用焊接JIG的PBA以—红外线温度计是120±10℃来管理(BOTTOM面基准)以TOP面基准3)预热温度的测定是利用DIPTester测定Soldering之前为止的PBA底面温度4)用红外线温度计测定TOP部位温度5)预热温度未达到基准时给预热Zone设置盖防止热损失4.锡漕温度1)锡漕温度管理标准:—波峰焊接时上面回流管理方法—工程SOLDER:Sn:Pb=63:37=245±5℃焊测定数据全部在—无铅SOLDER:Sn/0.7Cu/0.01P=260±5℃187度以内。Sn/Ag/Cu=260±5℃—每周1次以上定期实2)锡漕FLOW高度以PCB的1/2~2/2来维持且施测定管理。不要发生暖流—带JIG类焊接温度:3)为了防止锡漕表面的氧化摸的形成及氧化物的270±5℃流动总维持清洁4)为了防止因PBA弯曲的锡溢出在锡漕中安装管理来管理5)锡漕是以1年为周期交换在锡漕交换日程表的—SOLDER成分分析锡漕及FLUX交换日程记录管理结果不纯物的含量1]交换方法超过允许基准值时.完全除去锡漕的锡后清扫锡漕及NOZZLE立即交换.除去的锡中再投入1/4使用:利用另外的BOX除去锡时接收保管—SOLDER成分分析.除去的锡中3/4接收保管在另外的桶中时原则上每季度实※SOLDERPOT内的不纯物许可值施1次有必要时每月实施1次2)LeadFreeSolder—对于Pb含量每月测定一次XRF测定(3Ф以上Land)Sb0.0200.1000.120允许值(%)0.08↓0.0020.6~0.9ItemPbZnCuFeBiSb允许值(%)0.0020.0020.250.020.030.1项目AlZnCuFeBiCCDW-0149C75作业内容管理方法注意事项规格书标准名自动焊接作业标准登录NO修正NOPAGE5.Conveyor1)CONVEYORSPEED是以METERPERMINUTE—DIPTIME测定是Speed管理来管理DIPTIME达到2.5~5秒以DIP-TESTER及但,CONVEYORSPEED是之满足预热温度及STOPWATCHDIP-TIME的范围内可以设置但:速度以SPEC以上使用时确认各管理条件后提—管理条件:高速度接收使用及品质验证(要素技术)DIP-TIME,预热温度2)CONVEYORSPEED和DIPTIME的变化按各焊接机别制作锡漕及FLUX交换日程表贴在焊接机上6.C/V角度1)C/V角度是原则上以5°以下来管理但是焊接机—QFP及CHIP关联构造及外部装备不能保持5°时在现在的生产LINE以及角度下维持最大降低的角LEADFREE生产是2)测定C/V角度记录管理在自动焊接机最加管理2.5-5°管理角度基准表中7.冷却工程1)SOLDERING后PBA若有大量的残留热则给作业性及—焊接后到150度为止焊接后冷却速度确保7-20℃/秒测定冷却速度2)冷却方法是适用利用FAN或AIR的冷却方法3)利用FAN时周1次清扫冷却FAN的异物4)利用AIR时设置AIRFILTER8.锡漕Wave1)锡漕WAVE状态维持水平—利用耐热玻璃管理方法2)在SolderFeeder总有3φSolderWire给锡漕供给一定的锡尺,记录管理1)Flux比重,锡漕温度,预热温度,C/VSpeed,锡漕Wave—XBAR-R管理图高度的管理是各Model别,焊接机别有差异因此.FLUX比重制作Line别自动焊接机最加条件基准表整备.预热温度2)Flux比重,锡漕温度,预热温度,C/VS.P是Time.锡漕温度别测定1次记录管理在Xbar-R管理图.C/VSPEED3)自动焊接机最加条件基准表,Xbar-R管理图,缺点率管理图,锡漕及Flux交换日程表,自动焊接机日别checksheet粘在焊接机上进行管理4)工程焊接信赖性检查表,管理脱离原因及对策书在另外的文件中管理作业内容管理方法注意事项标准名自动焊接作业标准登录NO修正NOPAGECCDW-0149C76规格书上面图DIP方向状态有要求焊接机出口幅度过宽或窄时PBA发生弯曲或晃动,会产生焊接信赖性问题2.焊接机出口速度与冷却线体速度一致当两者速度不一致时会发生PBA重叠或拉拽焊点的现象PBAStress防止管理经确认以上项目均合格3.中心支架管理出口部同样应设有中心支架,确保PCB不会弯曲—LEADFREE导入,自动焊接后因STRESSPBA焊接部SolderCrack十分脆弱,故对PBA弯曲与冲击的1.焊接机出口的PBA不能发生弯曲管理作业内容管理方法造成不良注意事项修正NOPAGECCDW-0149C77规格书标准名自动焊接作业标准登录NO5.确认,检查及记录维持事项1]检查焊接机的清扫及整备1)除去氧化锡时Flux交换及清扫时,利用酒精的清扫时一定使用防尘Mask2)Pre-Heater中掉Flux则减少反射热或火灾的原因,所以经常维持清洁状态3)SOLDERING中发生的DROSS(氧化锡)是每天4次以上(8小时工作基准)除去4)FLUX交换及清扫方法①清扫及交换周期是每周实施1次②除去TANK底面沉积的不纯物及清扫NOZZLE③发泡管是预备发泡管因此交换及PACKING时要用新的④分离的发泡管在酒精桶中侵泡一天左右除去FLUX残渣⑤过了一天的发泡管保管在通风好的阴凉的地方5)为了防止锡漕的SOLDER网堵住为2个月1次实施分解清扫(打开锡漕电源的状态下进行作业)①看到
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![家具结构设计(卢春莲)[兼容模式]](/doc-116392.png)
 liangdong1984
liangdong1984
本文标题:自动焊锡作业标准
链接地址:https://www.777doc.com/doc-3551940 .html